Gevertandde assen Ontwikkeld voor de Australische industrie.
Op maat gemaakte evolvente, parallelle, spiraalvormige en kogelgesplined assen volgens DIN 5480, ANSI B92.1 en ISO 14 normen. Rechtstreeks vanuit onze eigen CNC- en tandwielsnijfaciliteit, verzending door heel Australië.
Wat is een spline-as en waarom is die belangrijk voor je constructie?
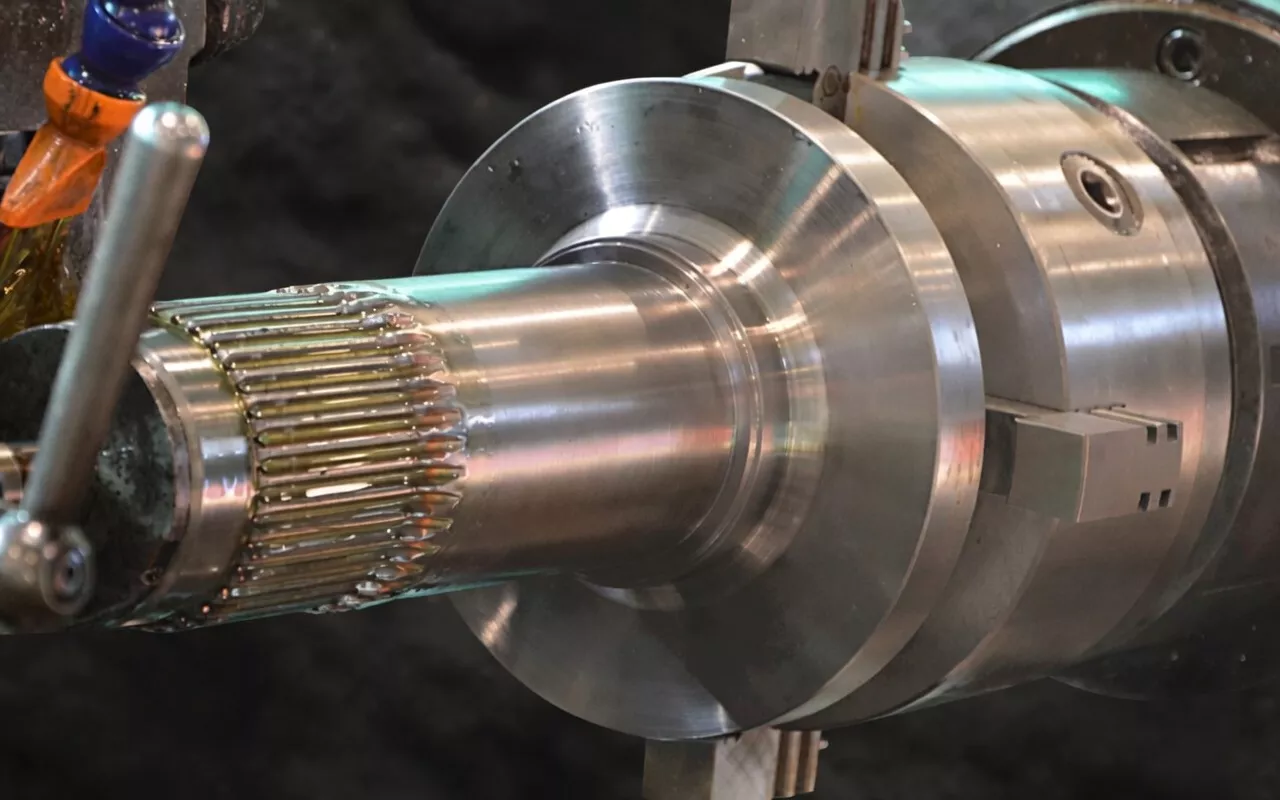
Een spiebaan is een cilindrisch mechanisch onderdeel met een reeks gelijkmatig verdeelde, longitudinale ribbels, spiebanen genaamd, die in het buitenoppervlak zijn gefreesd. Deze spiebanen grijpen in overeenkomende groeven die in een bijpassende naaf, tandwiel, bus of koppeling zijn gefreesd, waardoor een verbinding ontstaat die koppel overbrengt en tegelijkertijd de rotatie-uitlijning tussen de twee onderdelen vergrendelt. In tegenstelling tot een as met één spiebaan, waarbij het koppel zich concentreert op één smalle spiebaan, verdeelt een spiebaanverbinding de belasting gelijktijdig over elke in elkaar grijpende tand. Het resultaat is een aanzienlijk hogere koppeldichtheid, een gelijkmatigere spanningsverdeling en een levensduur die vaak langer is dan die van de omringende versnellingsbakbehuizing.
Voor Australische ingenieurs die aandrijflijnen specificeren voor mijnbouwvrachtwagens, suikerrietoogstmachines, offshore lierinstallaties of zware industriële versnellingsbakken, bepaalt het verschil tussen een standaard as en een correct ontworpen spieverbinding vaak of de aandrijving een volledige bedrijfscyclus doorstaat of het begeeft tijdens een nachtdienst in de Pilbara. Naast de pure koppeloverdracht maken deze componenten ook gecontroleerde axiale verschuiving, nauwkeurige centrering van as ten opzichte van de naaf en snelle, gereedschaploze demontage tijdens gepland onderhoud mogelijk – mogelijkheden die spiebanenassen simpelweg niet kunnen bieden.
Bij Ever-power Australia Shafts bewerken we elke as tot het exacte tandprofiel, de passingklasse, de oppervlaktehardheid en de afwerking die uw toepassing vereist. Hulp nodig bij het kiezen van het juiste profiel? Neem contact op met onze applicatie-engineers. Wij zullen uw tekening beoordelen en u een volledig gedetailleerd technisch antwoord sturen.

Geveerde assen, vervaardigd volgens uw specificaties.
Van standaard catalogusprofielen tot volledig op maat gemaakte geometrieën volgens uw tekening: elke as die we verzenden, wordt in eigen huis gefabriceerd en gecontroleerd met gekalibreerde CMM-apparatuur.
 Meest populair
Meest populair
Involute spiebanenassen
Gebogen evolvente tandprofiel voor superieure lastverdeling, zelfcentrerende werking en soepele overdracht van hoog koppel. Vervaardigd volgens DIN 5480 en ANSI B92.1.
Bekijk details →
Parallelle / rechtzijdige spiebanenassen
Rechthoekig tandprofiel met parallelle flanken. Kostenefficiënt ontwerp met hoog koppel, bij uitstek geschikt voor spindels van werktuigmachines, aandrijvingen in de landbouw en aftakasassen.
Bekijk details →
Gekartelde spiebanenassen
Driehoekige tandflanken van 45°, 60° of 90° voor zelfcentrerende verbindingen met een groot aantal tanden. Ideaal voor stuurkolommen, instrumentenassen en verstelbare assemblages.
Bekijk details →
Spiraalvormige spiebanenassen
De schuin geplaatste tanden wikkelen zich spiraalvormig om de as voor een progressieve aangrijping, gedempte schokbelasting en een stillere werking bij wisselende koppelcycli.
Bekijk details → Precisie
Precisie
Kogelvertandde assen
Recirculerende kogellagers bewegen in nauwkeurige loopbanen, waardoor vrijwel wrijvingsloze lineaire beweging mogelijk is, zelfs bij vol koppel. Ontwikkeld voor robotica, CNC-machines en pick-and-place-systemen.
Bekijk details →
Telescopische / schuifbare spiebanenassen
Tweedelige schuifconstructie die axiale beweging compenseert en tegelijkertijd koppeloverdracht behoudt. Standaard gemonteerd op aftakasaandrijvingen, transportbanden en landbouwmachines.
Bekijk details →Op maat gemaakte spiebanenassen, vervaardigd volgens uw tekeningen.
Stuur ons een 2D-tekening, een 3D STEP-bestand of zelfs een versleten exemplaar, en ons applicatieteam maakt een volledig traceerbare oplossing voor uw spiebaanas. Of u nu een eenmalige vervanging nodig heeft voor een Europese versnellingsbak uit de jaren 80 of een productie van 5.000 stuks voor een OEM-fabrikant, wij behandelen elk project met dezelfde technische nauwkeurigheid.
- Diameters van 8 mm tot 320 mm, lengtes tot 4.500 mm
- Hardheid tot 62 HRC door inductie of oppervlaktecarbonering.
- Profielinspectie op Klingelnberg-tandwielanalysatoren
- Fabriekscertificaten, hardheidsrapporten en CMM-gegevens op aanvraag.
- Een geheimhoudingsverklaring op elke tekening, nog voordat we een offerte uitbrengen.
Vraag een snelle offerte aan
Voeg uw tekening toe; ons Australische applicatieteam zal u vervolgens een gedetailleerd technisch antwoord sturen.
Sectoren die wij in heel Australië bedienen
Van de kolenvelden in het Bowen Basin tot melkveebedrijven in Gippsland en in Adelaide gebouwde defensieplatforms: onze schachten houden cruciale Australische infrastructuur draaiende.
Automobiel
Aandrijflijn en transmissie
landbouw
PTO- en oogstmachine-aandrijvingen
Bouw
Versnellingsbakken voor graafmachines en wielladers
Marine
Aandrijfassen en lierassen
Lucht- en ruimtevaart
Actuatoren en rotorassen
Industriële machines
Versnellingsbakken en aandrijfeenheden
Het detail dat ons onderscheidt van importeurs
Eigen productie
Smeden, draaien, tandwielfrezen, slijpen, warmtebehandeling en inspectie, alles onder één dak van 12.000 m² — geen overdracht aan derden, geen onverwachte onderaannemers, geen verborgen kosten.
Materiaaltraceerbaarheid
Elk blok roestvrij staal van de typen 1045, 4140, 4340, 20CrMnTi of 17-4 PH wordt geleverd met een fabriekscertificaat. De heatnummers blijven aan de as verbonden, van het ruwe staafmateriaal tot aan de paklijst.
Strikte kwaliteitscontroleprocedure
Vierfaseninspectie — IQC, IPQC, FQC en OQC — ondersteund door Zeiss CMM, Klingelnberg P40 tandwielanalysator, oppervlakteruwheidstesters en Rockwell-hardheidsmetingen op elke batch.
OEM/ODM-mogelijkheden
We hebben meer dan 180 actieve OEM-programma's geleverd aan Tier-1-klanten in de mijnbouw, landbouw en automobielindustrie. NDA-, PPAP-indiening en FAI-rapporten maken deel uit van de standaard workflow.

Hoe de splineprofielen zich tot elkaar verhouden
Gebruik deze matrix als snel naslagwerk tijdens de ontwerpfase en stuur ons vervolgens uw belastingomstandigheden voor een gedetailleerd advies.
| Profiel | Tandgeometrie | Koppelcapaciteit | Zelfcentrering | Het meest geschikt voor |
|---|---|---|---|---|
| Involute | Gebogen involute flanken, 30°/37,5°/45° | Zeer hoog | Ja | Aandrijflijnen, versnellingsbakken, actuatoren voor de lucht- en ruimtevaart |
| Parallel / Rechtzijdig | Rechthoekige flanken evenwijdig aan de as | Hoog | Nee (afhankelijk van de diameterpassing) | Spindels van werktuigmachines, aftakasassen, aandrijvingen voor landbouwvoertuigen |
| Gekarteld | Driehoekige V-tanden, flanken van 45° tot 90° | Laag tot gemiddeld | Ja | Stuurkolommen, instrumentenassen, fijnafstelling |
| Spiraalvormig | Schuine tanden op een spiraalvormig pad | Hoog (glad) | Gedeeltelijk | Variabele lastaandrijvingen, geluidsarme transmissie |
| Bal | Lineaire kogelbaan groeven | Gematigd | Ja | Robotica, CNC, lineaire-rotatiebeweging |
| Telescopisch / Schuifbaar | Koppeling van interne en externe spiebanen, axiale slip | Hoog | Ja | PTO-aandrijflijnen, transportbandverlengstukken, gelede rigs |
Vervaardigd volgens de door u opgegeven spline-norm.
Onze gereedschapsbibliotheek voor tandwielsnijden omvat alle belangrijke spiebaanassen die in Australië en wereldwijd worden gebruikt. Het wisselen van gereedschap is ingebouwd in ons proces — we dwingen het ontwerp niet aan onze werkplaats aan te passen.
Duitse DIN-vertandingsassen
De Europese standaard voor in- en uitgaande assen van versnellingsbakken. Modulegebaseerde evolvente geometrie, drukhoek van 30°. Volledig afgedekt voor diameters van 8 tot 320 mm.
Amerikaanse ANSI-vertandingsassen
Spiraalvormige involute splines, die veelvuldig worden gebruikt in in Noord-Amerika gebouwde mijnbouw- en landbouwmachines, worden nu ook in Australië toegepast.
ISO-vertandingsassen
Internationale standaard voor zowel rechte als involute profielen. Gebruikelijk toegepast in de Australische defensie- en spoorwegsector.
SAE Automotive Splines
Involute splines met zijdelingse passing en passing met grote diameter worden veel gebruikt in aandrijflijnen en aftakasinterfaces van bedrijfsvoertuigen.
JIS-vertandingsassen
Wij bewerken machines volgens Japanse specificaties voor vloten geïmporteerde industriële machines van Komatsu, Hitachi en Kubota.
Chinese GB-standaard
Referentiegegevens voor het matchen van verouderde installatieonderdelen en vervangingen van activa wanneer originele tekeningen niet beschikbaar zijn.
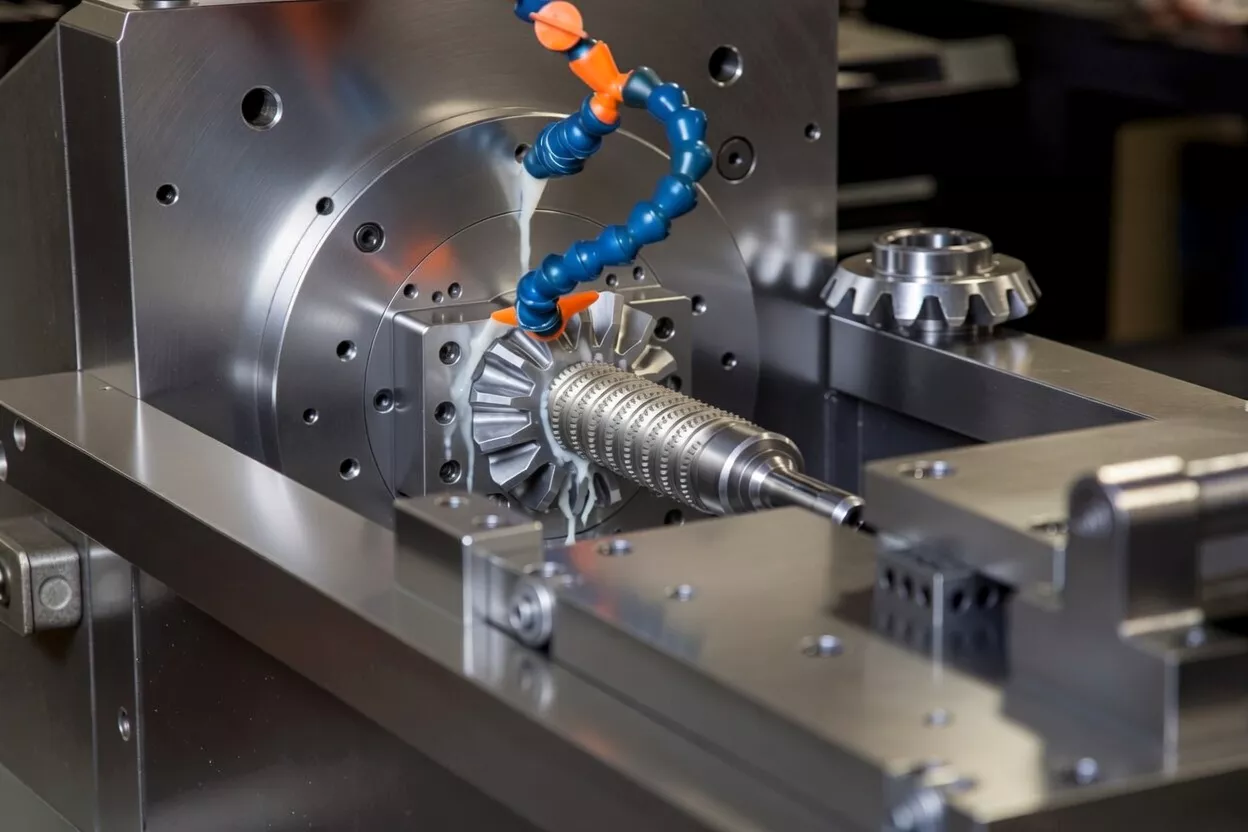
Ons productieproces voor spiebanenassen
Elke spie-as die Ever-power naar Australië verzendt, doorloopt hetzelfde gedisciplineerde, controleerbare proces — ontworpen om variabiliteit te elimineren voordat deze uw assemblagelijn bereikt.
Materiaalselectie
Geverifieerde staaf afkomstig van erkende Tier-1-fabrieken, met volledige chemische en ultrasone foutinspectie.
Smeden en voorbewerken
Gesloten matrijs smeden verfijnt de korrelstructuur, gevolgd door CNC-draaien om het werkstuk tot op 0,5 mm van de uiteindelijke afwerking te brengen.
Spline-snijden
Vertanden, vormen, frezen of walsen — de keuze hangt af van het profiel, de batchgrootte en de gewenste oppervlakteafwerking.
Warmtebehandeling
Carboneren, inductieharden of nitreren tot 58 tot 62 HRC, met gecontroleerde afkoelingscycli om vervorming te beperken.
Afwerking en inspectie
Slijpen, polijsten, ontbramen, gevolgd door een volledige CMM- en tandwielanalyse-inspectie vóór het verpakken van de VCI voor export.
Speciaal ontwikkelde materialen voor elke toepassing.
Het kiezen van de verkeerde staalsoort is de meest voorkomende oorzaak van voortijdige breuk van spiebanenassen. Onze metallurgen helpen u de juiste legering te kiezen die aansluit op de gebruiksduur.
Middelmatig koolstofstaal
Een kosteneffectieve optie voor algemene transmissieassen bij een gemiddeld koppel. Inductiehardbaar tot 55 HRC.
Chroom-molybdeenlegering
Een oersterke legering voor vertandingsassen in de mijnbouw, landbouw en zware industriële toepassingen. Uitstekende verhouding tussen sterkte en taaiheid.
Hoogwaardige legering
Premium kwaliteit voor schokbelaste assen in de automobiel- en luchtvaartindustrie, waar een lange levensduur essentieel is.
Oppervlakteharding van staal
Standaard voor ingaande assen van versnellingsbakken: hard tandoppervlak met een hardheid van 60+ HRC over een taaie kern. De standaard voor evolvente spiebanenassen.
Roestvrij staal
Corrosiebestendige kwaliteiten voor maritieme, voedselverwerkende en chemische toepassingen bij temperaturen van 180 °C en lager.
Nikkelgelegeerd staal
Sterke kern, hoge oppervlaktehardheid — ideaal voor impactbelaste aandrijflijnen in de mijnbouw en assen van tandwielkasten in breekinstallaties.
Gehard en getemperd
Voorbehandeld stafmateriaal voor spiebanenassen, waarbij een uniforme doorhardheid vereist is zonder vervorming door latere warmtebehandeling.
Gespecificeerd door tekening
Werkt u met een verouderde specificatie? Wij leveren volgens uw exacte AS-, BS-, EN-, ASTM- of JIS-specificatie, inclusief dubbele certificering.
Waar onze spiebanenassen tegenwoordig worden gebruikt

Aandrijflijnen voor mijnbouwtransportwagens, West-Australië
Geharde 20CrMnTi-assen met involute vertanding ter vervanging van de originele assen van 30% hebben een lagere levensduur en zijn daardoor goedkoper. Een gebruikscyclus van 24 maanden zonder geregistreerde storingen bij 14 vrachtwagens.

Aftakasassen voor suikerrietoogstmachines, Queensland
Telescopische spline-assemblages met geharde glijprofielen, ter vervanging van geïmporteerde Europese exemplaren met lokaal gespecificeerde geometrie. 4140-legering, inductief gehard tot 58 HRC.

Lierassen voor offshore-afmeerinstallaties, Straat van Bass
Involute spline-assen van 17-4 PH roestvrij staal voor zware maritieme toepassingen, getest op zoutnevelbestendigheid, geleverd met volledige materiaaltraceerbaarheid en DNV-gecertificeerde documentatie.

Robotica & CNC-pick-and-place, Victoria
Nauwkeurige kogelgetande assen met een herhaalbaarheidstolerantie van 10%, geleverd aan twee OEM's in Melbourne voor de productieruns van 2024 en 2025.
Spline versus spiebaan: waarom splines de beste keuze zijn bij veeleisende aandrijvingen
De meeste Australische ontwerpers kiezen standaard voor een as met spiebaan omdat deze bekend en goedkoop is. Toch blijken spiebanen vaak de zwakste schakel in de aandrijflijn te zijn. Hieronder vergelijken we een spiebaanverbinding met een enkele spiebaan op de belangrijkste punten in de praktijk.
| Prestatie-indicator | As met enkele spie | Gevertandde as | Praktisch resultaat |
|---|---|---|---|
| Koppelcapaciteit | Geconcentreerd op één sleutel | Verdeeld over 6 tot 24 tanden | 2 tot 4 keer hoger nominaal koppel bij dezelfde asdiameter |
| Spanningsverdeling | Gelokaliseerd op sleutelgathoeken | Gelijkmatig rondom de omtrek | Veel lager risico op het ontstaan van vermoeidheidsscheuren |
| Centreernauwkeurigheid | Is uitsluitend afhankelijk van de passing van de asboring. | Zelfcentrerend (involute, gekarteld, bolvormig) | Soepeler lopen, minder trillingen, langere levensduur van de lagers |
| Axiale verschuiving onder belasting | Niet mogelijk | Ontworpen in (telescopisch, kogelvormig) | Absorbeert thermische uitzetting en chassisbuiging. |
| Herhaalde montagecycli | Sleutelsplinters of bramen na enkele verwijderingen | Honderden schone verlovingen | Snellere onderhoudsbeurten, lagere kosten voor reserveonderdelen. |
| Storingsmodus | Plotselinge sleutelbreuk, vaak catastrofaal. | Geleidelijke slijtage van de tanden, voorspelbaar | Conditiebewaking wordt nuttig, niet academisch. |
Voor aandrijvingen die meer dan een paar honderd Newtonmeter overbrengen, of die werken onder wisselende of stootbelastingen, is de overstap van een spieverbinding naar een vertandingsaandrijving een van de meest rendabele ontwerpwijzigingen die er zijn – en het vereist zelden ingrijpende aanpassingen aan de omliggende naaf of tandwielkast.
Veelvoorkomende storingen (en hoe je ze kunt voorkomen)
Inzicht in de oorzaken van het falen van deze componenten is de eerste stap naar het bouwen van duurzame aandrijvingen. We zien dezelfde faalmechanismen terugkeren bij storingen in de mijnbouw, landbouw en scheepvaart – en elk van deze storingen is te voorkomen in de ontwerpfase.
Slijtage van het tandoppervlak
Veroorzaakt door onvoldoende smering, micro-putjes onder hoge contactspanning of onvoldoende oppervlaktehardheid. Specificeer gecarburiseerd 20CrMnTi of 8620, handhaaf een minimale hardheid van 58 HRC aan de tandflank en zorg ervoor dat het smeerregime is afgestemd op de bedrijfssnelheid.
Wrijvingscorrosie
Kleine oscillerende bewegingen tussen de tanden onder belasting genereren rode oxide en zorgen ervoor dat de constructie vastloopt. Gebruik molybdeendisulfidevet tijdens de montage, breng fosfaat- of mangaancoatings aan op de tandflanken en overweeg een nauwere zijdelingse passing.
Vermoeidheidsscheuren in de tandwortel
De klassieke oorzaak van problemen met involute profielen bij wisselend koppel. Specificeer altijd een ruime afrondingsradius voor de tandvoet, vermijd abrupte uitloop van de spiebanen en schuin beide uiteinden van de spiebaan af om de vorming van spanningsconcentraties te voorkomen.
Plastische vervorming
Dit treedt op wanneer de piekbelasting de vloeigrens van de tandkern overschrijdt. De oplossing is zelden "harder staal" — meestal betekent het een grotere spline-steekdiameter, een kleinere drukhoek of een herziening van de aannames over de inschakelduur die bij de selectie zijn gebruikt.
Schade door verkeerde uitlijning
Zelfs een kleine hoekafwijking tussen as en naaf zorgt voor randbelasting op enkele tanden en versnelt de slijtage met een factor tien. Bolle spiebanen verdragen een afwijking tot 1°; gebruik ze wanneer een correcte montage niet gegarandeerd kan worden.
Corrosie tijdens gebruik
Dit is met name een probleem in maritieme, voedselverwerkende en onderzeese toepassingen in Australië. Roestvrij staal van de kwaliteiten 17-4 PH of 304, aangevuld met afgedichte hoezen op telescopische assen en smeerbare eindkappen, elimineert deze storing volledig.
Hoe specificeer je een spiebaanas zonder kostbare herwerking?
De meest voorkomende oorzaak van kostbare herstelwerkzaamheden aan geïmporteerde transmissieonderdelen is een onvolledige tekening. Voordat u een offerte aanvraagt, neem dan de onderstaande gegevens door. Door deze allemaal vooraf aan te leveren, voorkomt u vaak onnodige discussies en verduidelijkingen en verkleint u het risico op maataanpassingen aan de eerste prototypes.
- Profiel en standaard: involute, parallel, getand, spiraalvormig, kogelvormig of telescopisch — en welke norm (DIN 5480, ANSI B92.1, ISO 4156, SAE J498).
- Aantal tanden, module of spoed, drukhoek: de drie getallen die een involute spline uniek definiëren.
- Hoofd-, neven- en spoeddiameters met toleranties: Vermeld de passingklasse (bijv. zijdelingse passing 9H/9e voor DIN-vertandingen).
- Lengte van de spiebaan en totale aslengte: waarbij de locatie van eventuele bevestigingsgroeven, schroefdraadeinden of gedeelten met een kleinere diameter is aangegeven.
- Materiaalkwaliteit en warmtebehandelingstoestand: In onbewerkte staat of gehard en getemperd, met de vereiste oppervlakte- en kernhardheid.
- Oppervlakteafwerking en coating: Ra-waarde op de tandflanken, plus eventuele vereisten voor fosfaat-, zwartoxide- of zinkbeplating.
- Inspectie en certificering: CMM-rapport, uitdraai van tandwielanalyse, hardheidsmeting, fabriekscertificaat, FAI- of PPAP-inzending.
Vertrouwd door ingenieurs die wekelijks spiebanenassen specificeren.
"We stuurden een versleten DIN 5480-exemplaar op zonder tekening. Ever-power heeft de geometrie geanalyseerd, 60 vervangende assen gefreesd en verzonden, compleet met volledige inspectierapporten. De toleranties bleken zelfs kleiner dan die van de originele assen."
"Hun engineeringteam ontdekte een profielfout in onze tekening voordat ze een offerte uitbrachten, waardoor we weken aan herwerk bespaard bleven. CMM-rapporten voor elke batch en een constante OEM-kwaliteit gedurende 18 maanden levering."
"De telescopische spiebanenassen zijn precies op het afgesproken tijdstip in Brisbane aangekomen, inclusief alle fabriekscertificaten en een hardheidskaart. Dit is werkelijk de meest professionele assenleverancier uit Azië waarmee we ooit zaken hebben gedaan."
Vragen en antwoorden over specificaties van spiebanenassen
De vragen die onze applicatie-engineers wekelijks krijgen van Australische kopers en ontwerpteams. Staat uw vraag er niet bij? Leer meer over ons team Of stuur hierboven een korte vraag.
Wat is het verschil tussen een evolvente en een parallelle spiebaan?
Welke norm voor spiebanenassen moet ik specificeren: DIN, ANSI of ISO?
Welke oppervlaktehardheid is typisch voor een spiebaanas?
Kun je een spiebaanas reconstrueren aan de hand van een versleten exemplaar?
Kunt u bijpassende binnen- en buitenvertandingen leveren?
Wat zijn de minimale bestelhoeveelheden die u accepteert?
Hoe pak je kwaliteitscontrole aan voor een nieuwe Australische klant?
Lokale technische ondersteuning, wereldwijde productieschaal
Australische kopers verwachten meer dan alleen een offerte voor vrachtkosten; ze verwachten partners die de werkcycli van de mijnbouw in de Pilbara begrijpen, de corrosie door zoute lucht in Darwin en de praktische aspecten van engineering en inkoop bij werkzaamheden in meerdere tijdzones.
Levering aan de oostkust
Zeevracht naar Port Botany en Port of Melbourne, met containerconsolidatie voor projectvolumes en DDP-opties op aanvraag.
Queensland en Tropisch Noorden
Rechtstreekse leveringen voor suiker-, suikerriet-, mijnbouw- en scheepvaartbedrijven, met VCI-verpakkingen die zijn afgestemd op transport over zee in een omgeving met hoge luchtvochtigheid.
Mijnbouw in West-Australië
Rechtstreekse leveringen naar Fremantle voor mijnbouwbedrijven in Pilbara, Goldfields en Mid West die transmissie- en aandrijfcomponenten nodig hebben voor het onderhoud van hun wagenpark.
Defensie & Regionaal
LCL-vracht met kleinere volumes, AS- en ASTM-conforme documentatie en volledige traceerbaarheidsgegevens, afgestemd op de specificaties van defensie en het spoorwegnet.
Alle zendingen verlaten onze vestiging met een paklijst, fabriekscertificaat, inspectierapport en een duidelijke containermanifest. De douanedocumentatie wordt vooraf voorbereid, zodat uw goederen zonder vertraging door de inspectie van de Australische grensautoriteiten kunnen worden vervoerd.
Heeft u een tekening? Stuur deze dan op voor een offerte.
Upload uw tekening of geef uw wensen aan, en onze Australische applicatie-ingenieurs zullen reageren met een prijsopgave, materiaalaanbevelingen en een duidelijk inspectieplan op maat voor uw toepassing.
Stuur nu uw aanvraag →
























