Splinesaxlar Konstruerad för australisk industri
Specialbearbetade evolventa, parallella, spiralformade och kulsplineade axlar enligt DIN 5480, ANSI B92.1 och ISO 14 standarder. Direkt från vår egen CNC- och kugghjulsbearbetningsanläggning, levereras inom hela Australien.
Vad är en splinesaxel, och varför den är viktig för din konstruktion
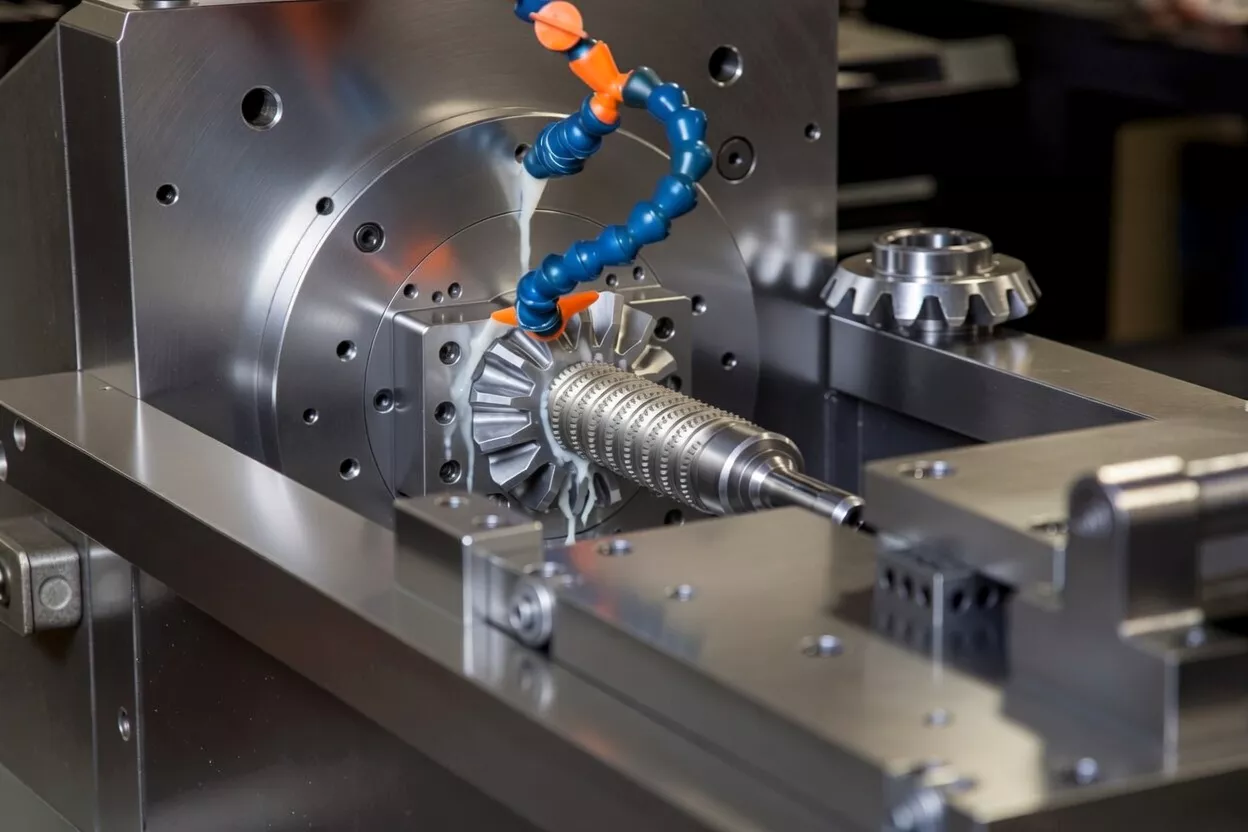
En splinesaxel är en cylindrisk mekanisk komponent med en serie jämnt fördelade längsgående åsar, kallade splines, bearbetade längs dess yttre yta. Dessa splines griper in i matchande spår som är skurna inuti ett passande nav, kugghjul, hylsa eller koppling, och bildar en förbindelse som överför vridmoment samtidigt som den låser rotationsriktningen mellan de två delarna. Till skillnad från en axel med en kil där vridmomentet koncentreras på en smal kil, fördelar en splinesförbindelse lasten över varje ingripande tand samtidigt. Resultatet är dramatiskt högre momenttäthet, mer enhetlig spänningsfördelning och en livslängd som ofta överstiger det omgivande växellådshuset.
För australiska ingenjörer som specificerar drivlinor för gruvtransportbilar, sockerrörsskördare, vinschar för offshore-förtöjning eller tunga industriella växellådor, avgör skillnaden mellan en generisk axel och en korrekt konstruerad splinesenhet ofta om drivningen överlever en full arbetscykel eller går sönder under ett nattskift i Pilbara. Utöver rå vridmomentöverföring möjliggör dessa komponenter även kontrollerad axiell glidning, exakt centrering mellan axel och nav och snabb verktygsfri demontering under schemalagt underhåll – funktioner som kilaxlar helt enkelt inte kan replikera.
På Ever-power Australia Shafts bearbetar vi varje axel till exakt den tandprofil, passformsklass, ythårdhet och ytbehandling som dina applikationskrav kräver. Behöver du hjälp med att välja rätt profil? Prata med våra applikationsingenjörer och vi kommer att granska din ritning och returnera ett fullständigt detaljerat tekniskt svar.

Splinesaxlar byggda enligt dina specifikationer
Från standardkatalogprofiler till helt skräddarsydda geometrier som levereras mot din ritning, bearbetas varje axel vi skickar internt och inspekteras på kalibrerad CMM-utrustning.
 Mest populära
Mest populära
Evolventa splinesaxlar
Böjd evolventtandprofil ger överlägsen lastfördelning, självcentrerande funktion och jämn överföring med högt vridmoment. Tillverkad enligt DIN 5480 och ANSI B92.1.
Visa detaljer →
Parallella/raksidiga splineaxlar
Rektangulär tandprofil med parallella flanker. Kostnadseffektiv design med högt vridmoment, lämplig för verktygsmaskinspindlar, jordbruksdrev och kraftuttagsaxlar.
Visa detaljer →
Tandade splinesaxlar
Triangulära kuggflanker på 45°, 60° eller 90° för självcentrerande anslutningar med högt kuggantal. Idealisk för rattstänger, instrumentaxlar och justerbara enheter.
Visa detaljer →
Spiralformade splineaxlar
Vinklade tänder lindas spiralformat runt axeln för progressivt ingrepp, dämpad stötbelastning och tystare gång under variabla vridmomentcykler.
Visa detaljer → Precision
Precision
Kulsplineade axlar
Recirkulerande kullager löper i precisionsbanor, vilket möjliggör nästan friktionsfri linjär rörelse vid fullt vridmoment. Byggda för robotik, CNC och pick-and-place-system.
Visa detaljer →
Teleskopiska/glidande splinesaxlar
Tvådelad glidanordning som kompenserar för axiell rörelse samtidigt som momentöverföringen bibehålls. Standardpassning för kraftuttagsdrivlinor, transportband och jordbruksriggar.
Visa detaljer →Anpassade splineaxlar byggda efter dina ritningar
Skicka oss en 2D-ritning, en 3D STEP-fil eller till och med ett slitet prov, så kommer vårt applikationsteam att ge en offert på en helt spårbar lösning för splinesaxeln. Oavsett om du behöver en engångsersättning för en europeisk växellåda från 1980-talet eller en produktionskörning på 5 000 enheter för en OEM-byggnation, behandlar vi varje projekt med samma tekniska noggrannhet.
- Diametrar från 8 mm till 320 mm, längder upp till 4 500 mm
- Hårdhet upp till 62 HRC via induktion eller kärluppkolning
- Profilinspektion på Klingelnbergs kugghjulsanalysatorer
- Kvarnarcertifikat, hårdhetsrapporter och CMM-data på begäran
- Sekretessavtal på varje ritning, innan vi ens har lämnat in en offert
Begär en snabb offert
Bifoga din ritning – vårt australiska applikationsteam kommer att svara med ett detaljerat tekniskt svar.
Branscher vi betjänar över hela Australien
Från kolfälten i Bowen Basin till mjölkgårdar i Gippsland och försvarsplattformar byggda i Adelaide, håller våra schakt viktiga australiska tillgångar igång.
Bil
Drivlina och transmission
Jordbruks
Kraftuttag och skördardrivningar
Konstruktion
Grävmaskins- och lastarväxellådor
Marin
Propeller- och vinschaxlar
Flyg- och rymdfart
Ställdon och rotoraxlar
Industriella maskiner
Växellådor och kraftenheter
Detaljen som skiljer oss från importörer
Intern tillverkning
Smide, svarvning, kuggfräsning, slipning, värmebehandling och inspektion, allt under ett och samma tak på 12 000 kvm – inga överlämningar till tredje part, inga överraskande underentreprenader, inga dolda kostnadslager.
Materialspårbarhet
Varje rostfritt stål i 1045, 4140, 4340, 20CrMnTi eller 17-4 PH levereras med ett valsprovningscertifikat. Värmevärdena finns med axeln från råstången till packlistan.
Strikt QC-process
Fyrastegsinspektion — IQC, IPQC, FQC och OQC — backas upp av Zeiss CMM, Klingelnberg P40 kugghjulsanalysator, ytjämnhetsprovare och Rockwell-hårdhetskontroller på varje batch.
OEM/ODM-kapacitet
Vi har levererat över 180 aktiva OEM-program till Tier-1-kunder inom gruvdrift, jordbruk och fordonsindustrin. NDA, PPAP-inlämning och FAI-rapporter är en del av standardarbetsflödet.

Hur Spline-profilerna jämförs
Använd den här matrisen som en snabb referens i designfasen och skicka sedan dina belastningsförhållanden till oss för en detaljerad rekommendation.
| Profil | Tandgeometri | Momentkapacitet | Självcentrerande | Bäst lämpad för |
|---|---|---|---|---|
| Involvera | Böjda evolventa flanker, 30°/37,5°/45° | Mycket hög | Ja | Drivlinor, växellådor, ställdon för flyg- och rymdteknik |
| Parallell / Raksidig | Rektangulära flanker parallella med axeln | Hög | Nej (beror på diameterpassning) | Verktygsmaskinspindlar, kraftuttagsaxlar, jordbruksdrivningar |
| Sågtandad | Triangulära V-tänder, 45° till 90° flanker | Låg till måttlig | Ja | Rattstänger, instrumentaxlar, finjustering |
| Spiralformad | Vinklade tänder på en spiralbana | Hög (jämn) | Partiell | Variabel belastning, lågbrusande transmission |
| Boll | Linjära kulspår | Måttlig | Ja | Robotik, CNC, linjär-roterande rörelse |
| Teleskopisk / Skjutbar | Passande inre och utre splines, axiell glidning | Hög | Ja | Kraftuttagsdrivlinor, transportbandsförlängningar, ledade riggar |
Tillverkad enligt den splinestandard du specificerar
Vårt bibliotek för kugghjulsfräsning täcker alla större standarder för splinesaxlar som används i Australien och globalt. Verktygsbyte är inbyggt i vår process – vi tvingar inte fram designen så att den passar vår verkstad.
Tyska DIN-splineaxlar
Den europeiska standarden för växellådors ingående/utgående axlar. Modulbaserad evolventgeometri, 30° tryckvinkel. Heltäckande för diametrar 8 till 320 mm.
Amerikanska ANSI splineaxlar
Beckbaserade evolventa splines som används flitigt i nordamerikansk gruv- och jordbruksutrustning som nu används över hela Australien.
ISO-splineaxlar
Internationell standard som täcker både raka och evolventa profiler. Gemensam för australiensiskt försvar och specifikationer för järnvägsnivåer.
SAE-splines för fordon
Sidomonterade och större diametermonterade evolventa splines som används i stor utsträckning i drivlinor och kraftuttagsgränssnitt för kommersiella fordon.
JIS-splineaxlar
Enligt japanska specifikationer bearbetar vi flottor av importerad industriell utrustning från Komatsu-, Hitachi- och Kubota-plattformar.
Kinesisk GB-standard
Referensdata för matchning av äldre anläggningsutrustning och ersättning av tillgångar där originalritningar inte är tillgängliga.
Vårt arbetsflöde för tillverkning av splinesaxlar
Varje splinesaxel som Ever-power skickar till Australien går igenom samma disciplinerade, revisionsklara process – utformad för att eliminera variabilitet innan den når din monteringslinje.
Materialval
Verifierad ämne från godkända Tier-1-verk, med fullständig kemisk och ultraljudsinspektion av fel.
Smide och grovbearbetning
Smidning med sluten form förfinar ådringsstrukturen, följt av CNC-svarvning för att få ämnet inom 0,5 mm från finhackning.
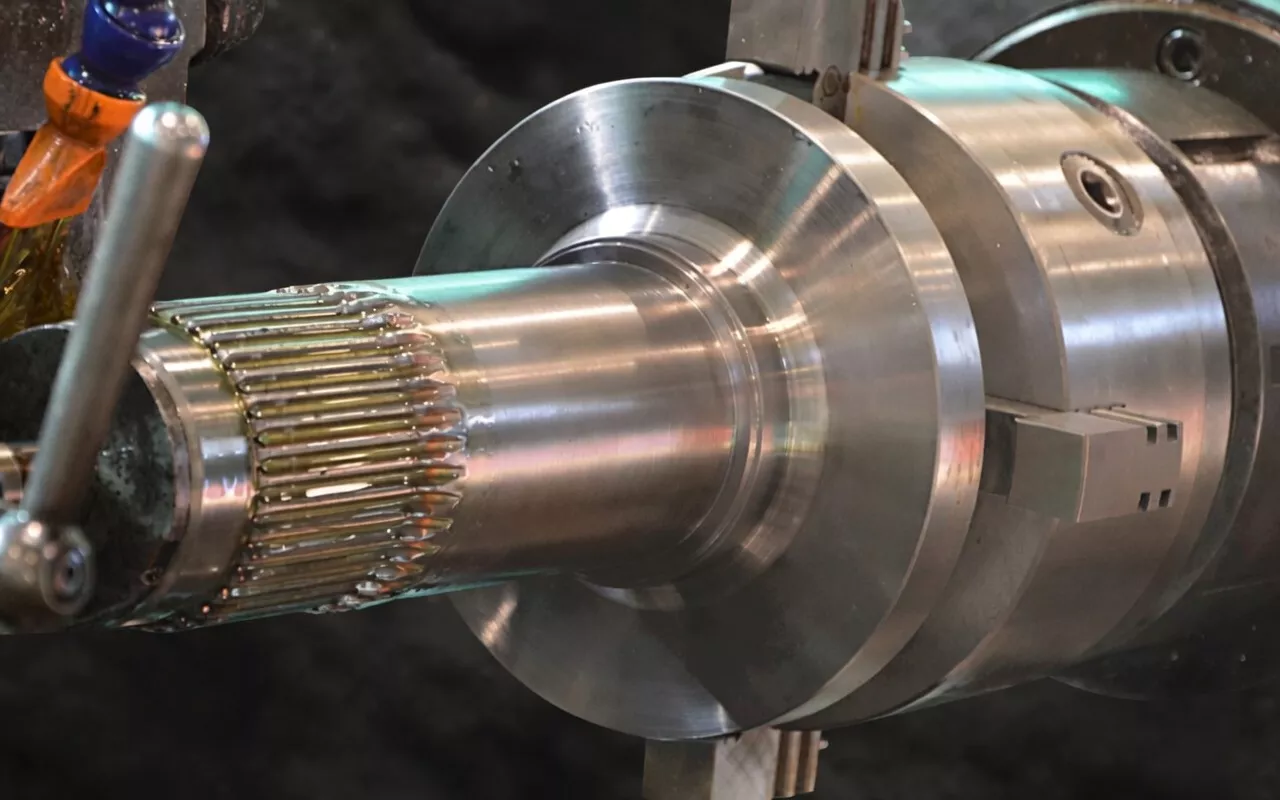
Splineskärning
Fräsning, formning, fräsning eller valsning — väljs utifrån profil, batchstorlek och önskad ytfinish.
Värmebehandling
Karburering, induktionshärdning eller nitrering till 58 till 62 HRC, med kontrollerade kylcykler för att begränsa deformation.
Efterbehandling och inspektion
Slipning, polering, avgradning, sedan fullständig inspektion med CMM och kugghjulsanalysator före VCI-packning för export.
Konstruerade material för alla driftsförhållanden
Att välja fel stålsort är den enskilt vanligaste orsaken till förtida splinesaxlar. Våra metallurger hjälper dig att matcha legeringen till arbetscykeln.
Medelstarkt kolstål
Kostnadseffektivt alternativ för generella transmissionsaxlar med måttligt vridmoment. Induktionshärdbar till 55 HRC.
Krom-Moly-legering
Arbetshästlegering för gruvdrift, jordbruk och tunga industriella splineaxlar. Utmärkt förhållande mellan hållfasthet och seghet.
Höghållfast legering
Premiumkvalitet för stötbelastade axlar inom fordons- och flygindustrin där utmattningslivslängden är oförhandlingsbar.
Karburerande stål
Standard för växellådors ingående axlar: hård 60+ HRC-kuggyta över en seg kärna. Standardinställningen för evolventa splineaxlar.
Rostfritt stål
Korrosionsbeständiga kvaliteter för marina tillämpningar, livsmedels- och kemikaliehanteringstillämpningar som arbetar vid 180 °C och lägre.
Nickellegerat stål
Hård kärna, hög höljeshårdhet — idealisk för stötbelastade gruvdrivlinor och krossväxellådsaxlar.
Härdad och härdad
Förbehandlat stångmaterial för splinesaxlar som kräver jämn genomgående hårdhet utan efterföljande värmebehandlingsdeformation.
Specificerad med ritning
Arbetar du med en äldre specifikation? Vi levererar enligt dina exakta AS-, BS-, EN-, ASTM- eller JIS-krav, inklusive dubbel certifiering.
Var våra splinesaxlar fungerar idag

Drivlinor för gruvlastbilar, västra Australien
20CrMnTi sätthärdade evolventa splineaxlar som ersätter originalutgåva till lägre livstidskostnad under 30%. 24 månaders arbetscykel, inga registrerade fel på 14 lastbilar.

Kraftuttagsaxlar för sockerrörsskördare, Queensland
Teleskopiska splines med härdade glidprofiler, som ersätter importerade europeiska enheter med lokalt specificerad geometri. 4140-legering, induktionshärdad till 58 HRC.

Vinschschakt för förtöjning till havs, Bass Strait
17-4 PH rostfria evolventa splineaxlar för krävande marin applikationer, saltdimmetestade, levererade med fullständig materialspårbarhet och DNV-anpassad dokumentation.

Robotik och CNC Pick-and-Place, Victoria
Precisionsaxlar med kulsplines som körs med 10%-repeterbarhetstoleranser, levererade till två automations-OEM-tillverkare i Melbourne under produktionsomgångarna 2024 och 2025.
Spline vs Key: Varför Splines vinner i krävande enheter
De flesta australiska konstruktörer använder som standard en kilspår eftersom det är välbekant och billigt – men kilspår blir rutinmässigt den svagaste länken i drivlinan. Så här står sig en splinesförbindning mot en enda kil på de mätvärden som faktiskt spelar roll i verkstaden.
| Prestandamätvärde | Enkelkilad axel | Splinesaxel | Praktiskt resultat |
|---|---|---|---|
| Momentkapacitet | Koncentrerad på en nyckel | Delas över 6 till 24 tänder | 2 till 4 gånger högre nominellt vridmoment för samma axeldiameter |
| Stressfördelning | Lokaliserad vid kilspårens hörn | Även runt omkretsen | Mycket lägre risk för initiering av utmattningssprickor |
| Centreringsnoggrannhet | Beror endast på axelns passform i hålet | Självcentrerande (evolvent, tandad, kula) | Jämnare gång, mindre vibrationer, längre lagerlivslängd |
| Axiell glidning under belastning | Inte möjligt | Utformad i (teleskopisk, kula) | Absorberar termisk tillväxt och chassiböjning |
| Upprepade monteringscykler | Nyckelsaxar eller grader efter några få borttagningar | Hundratals rena engagemang | Snabbare underhållshantering, lägre reservdelskostnader |
| Felläge | Plötslig nyckelavbrott, ofta katastrofal | Gradvis tandslitage, förutsägbart | Tillståndsövervakning blir nyttig, inte akademisk |
För drev som överför mer än några hundra Newtonmeter, eller som arbetar under reverserande eller stötande belastningar, är en övergång från en kilförbunden till en splinesdrev en av de konstruktionsförändringar som ger högst avkastning på investeringen – och det kräver sällan betydande omarbetningar av det omgivande navet eller kugghjulet.
Vanliga fellägen (och hur man förebygger dem)
Att förstå varför dessa komponenter går sönder är det första steget för att bygga drivsystem som håller länge. Vi ser samma fellägen återkomma vid haverier inom gruvdrift, jordbruk och marinindustrin – och var och en av dem kan förebyggas i designstadiet.
Slitage på tandytan
Orsakas av otillräcklig smörjning, mikropitting under hög kontaktspänning eller otillräcklig höljeshårdhet. Specificera höljesförgasad 20CrMnTi eller 8620, håll minst 58 HRC vid tandflanken och se till att smörjregimen matchar driftshastigheten.
Nötningskorrosion
Små oscillerande rörelser mellan tänderna under belastning genererar röd oxid och kärvar i aggregatet. Använd molybdendisulfidfett vid montering, applicera fosfat- eller manganbeläggningar på tandflankerna och överväg en tätare sidopassningsklass.
Tandrotsutmattning Sprickbildning
Den klassiska lösningen för evolventa profiler vid reverserande vridmoment. Specificera alltid en generös rotavrundningsradie, undvik abrupta spline-kast och fasa båda ändarna av splinelängden för att förhindra att spänningsstigare bildas.
Plastisk deformation
Uppstår när toppbelastningar överstiger kuggkärnans sträckgräns. Lösningen är sällan "hårdare stål" – vanligtvis innebär det att öka splinesdiametern, minska tryckvinkeln eller ompröva de antaganden om arbetscykel som används vid valet.
Feljusteringsskada
Även en liten vinkelfeljustering mellan axel och nav tvingar fram kantbelastning på ett fåtal tänder och accelererar slitaget med en storleksordning. Kronerade splines tolererar upp till 1° feljustering; specificera dem när installationsjustering inte kan garanteras.
Korrosion i drift
Särskilt ett problem inom marina tillämpningar, livsmedelsbearbetning och undervattensapplikationer i Australien. Rostfria stålsorter 17-4 PH eller 304, kompletterade med tätade dammskydd på teleskopaxlar och omsmörjbara ändkåpor, eliminerar hela detta felläge.
Hur man specificerar en splinesaxel utan kostsam omarbetning
Den enskilt vanligaste orsaken till kostsamma omarbetningar på importerade transmissionskomponenter är en ofullständig ritning. Innan du begär en offert, gå igenom datapunkterna nedan – att tillhandahålla alla i förväg eliminerar vanligtvis fram-och-tillbaka-förtydligandecykler och minskar risken för dimensionella omarbetningar på första artiklarna.
- Profil och standard: evolvent, parallell, tandad, spiralformad, kulformad eller teleskopisk — och vilken standard (DIN 5480, ANSI B92.1, ISO 4156, SAE J498).
- Antal tänder, modul eller stigning, tryckvinkel: de tre talen som unikt definierar en involvert spline.
- Stora, små och stigningsdiametrar med toleranser: inkludera passningsklassen (t.ex. sidopassning 9H/9e för DIN-evolventa splines).
- Splinelängd och full axellängd: med placering av eventuella fasthållningsspår, gängade ändar eller sektioner med reducerad diameter.
- Materialkvalitet och värmebehandlingstillstånd: som levererad eller härdad och anlöpt, med erforderlig yt- och kärnhårdhet.
- Ytbehandling och beläggning: Ra-värde på tandflankerna, plus eventuella krav på fosfat-, svartoxid- eller zinkplätering.
- Inspektion och certifiering: CMM-rapport, utskrift av kugghjulsanalysator, hårdhetskörning, kvarncertifikat, inlämning på FAI- eller PPAP-nivå.
Betrott av ingenjörer som specificerar splinesaxlar varje vecka
"Vi skickade igenom ett slitet DIN 5480-prov utan ritning. Ever-power bakåtkonstruerade geometrin, maskinbearbetade och skickade 60 ersättningsaxlar kompletta med fullständiga inspektionsprotokoll. Toleranserna var snävare än originalen."
"Deras ingenjörsteam upptäckte ett profilfel i vår ritning innan de lämnade en offert – det sparade oss veckor av omarbete. CMM-rapporter för varje batch och konsekvent OEM-kvalitet under 18 månaders leverans."
"Teleskopiska splineaxlar anlände till Brisbane exakt som utlovat, med fullständiga valsningscertifikat och en hårdhetskarta. Verkligen den mest professionella axelleverantören vi har haft att göra med från Asien."
Frågor om specifikation för splinesaxlar, besvarade
Frågorna som våra applikationsingenjörer ställer varje vecka från australiska inköpare och designteam. Hittar du inte din? Läs mer om vårt team eller skicka en snabb förfrågan ovan.
Vad är skillnaden mellan en evolvent och en parallell splinesaxel?
Vilken standard för splinesaxel ska jag specificera — DIN, ANSI eller ISO?
Vilken ythårdhet är typisk för en splinesaxel?
Kan man bakåtkonstruera en splinesaxel från ett slitet prov?
Kan ni leverera matchande inre och utvändiga splines tillsammans?
Vilka minsta beställningskvantiteter accepterar ni?
Hur hanterar ni kvalitetssäkring för en ny australisk kund?
Lokalt tekniskt stöd, global tillverkningsskala
Australiska köpare förväntar sig mer än en fraktoffert – de förväntar sig partners som förstår gruvdriftscykler i Pilbara, saltluftkorrosion i Darwin och verkligheten vid teknisk upphandling med att arbeta över flera tidszoner.
Leverans till östkusten
Sjöfrakt till Port Botany och Port of Melbourne, med containerkonsolidering för projektstora beställningar och DDP-alternativ på begäran.
Queensland och tropiska norra delen av landet
Direktleveranser för socker-, rörrörs-, gruv- och marinindustrin, med VCI-förpackning anpassad för sjötransporter med hög luftfuktighet.
Västra Australiens gruvdrift
Direktleveranser till Fremantle för gruvoperatörer i Pilbara, Goldfields och mellanvästern som skaffar transmissions- och drivkomponenter för underhåll av flottan.
Försvar och regionalt
LCL-frakt med mindre volymer, AS- och ASTM-anpassad dokumentation och fullständiga spårbarhetsregister anpassade till försvars- och järnvägsspecifikationer.
Alla leveranser lämnar vår anläggning med en packlista, ett fabriksintyg, en inspektionsrapport och ett tydligt containermanifest. Tulldokumentation förbereds i förväg för att dina tillgångar ska kunna passera igenom den australiska gränsmyndighetens inspektion utan dröjsmål.
Har du en ritning? Skicka den för en offert.
Ladda upp din ritning eller specificera dina krav så svarar våra australiska applikationsingenjörer med prissättning, materialrekommendationer och en tydlig inspektionsplan skräddarsydd för din applikation.
Skicka din förfrågan nu →
























