Built by Engineers, Running on Engineering Discipline
We started Ever-power as a focused workshop machining transmission shafts for European-spec gearboxes, and grew into a dedicated splined shaft manufacturer because we believed Australian and international buyers deserved a supplier that understood the geometry as deeply as the price tag. Today we run a 12,000 square metre facility built around in-house gear cutting, heat treatment and metrology, supplying customers in over 40 countries with Australia among our fastest-growing markets.
What sets us apart is not the machine list — anyone with capital can buy CNC equipment. It is the engineering culture: every quote is reviewed by an application engineer, every batch is gauge-checked against a documented inspection plan, and every drawing leaves with a traceable production file that can be revisited years later when a maintenance team needs an identical replacement.
If you want to see the technical depth in action, our homepage product overview outlines the full shaft profiles we machine, while our contact page shows exactly how to start a conversation with one of our engineers.

Mission, Vision and the Values We Hire For
We do not write these statements for the website — we use them to make hiring decisions, capital purchases and tough trade-offs on the shop floor. They have to be honest enough to survive contact with a Tuesday morning.
Our Mission
We exist to give engineers, OEM designers and maintenance teams a splined shaft supplier they can rely on for accuracy, traceability and clear technical communication — every order, every revision, every time.
Our Vision
We aim to become the preferred non-domestic splined shaft partner for Australian industry — chosen for our engineering rigour and documentation quality, not because we offered the cheapest unit price on a tender.
Our Values
Technical honesty over sales spin. Documented decisions over verbal assurances. Long-term partnership over one-off transactions. And the discipline to stop a batch when something is not right, even when the schedule says ship it.
What We Actually Do, End to End
Every step from raw billet to packed crate happens inside our facility. We do not sub-contract gear cutting. We do not buy heat treatment from a neighbour. The shorter the production chain, the fewer places quality can leak.
Forging & Material Prep
Closed-die forging from approved Tier-1 mill billets, with ultrasonic flaw inspection on every heat number before machining begins.
CNC Turning & Milling
38 CNC machining centres handling diameters from 8 mm to 320 mm and lengths up to 4,500 mm with sub-millimetre dimensional control.
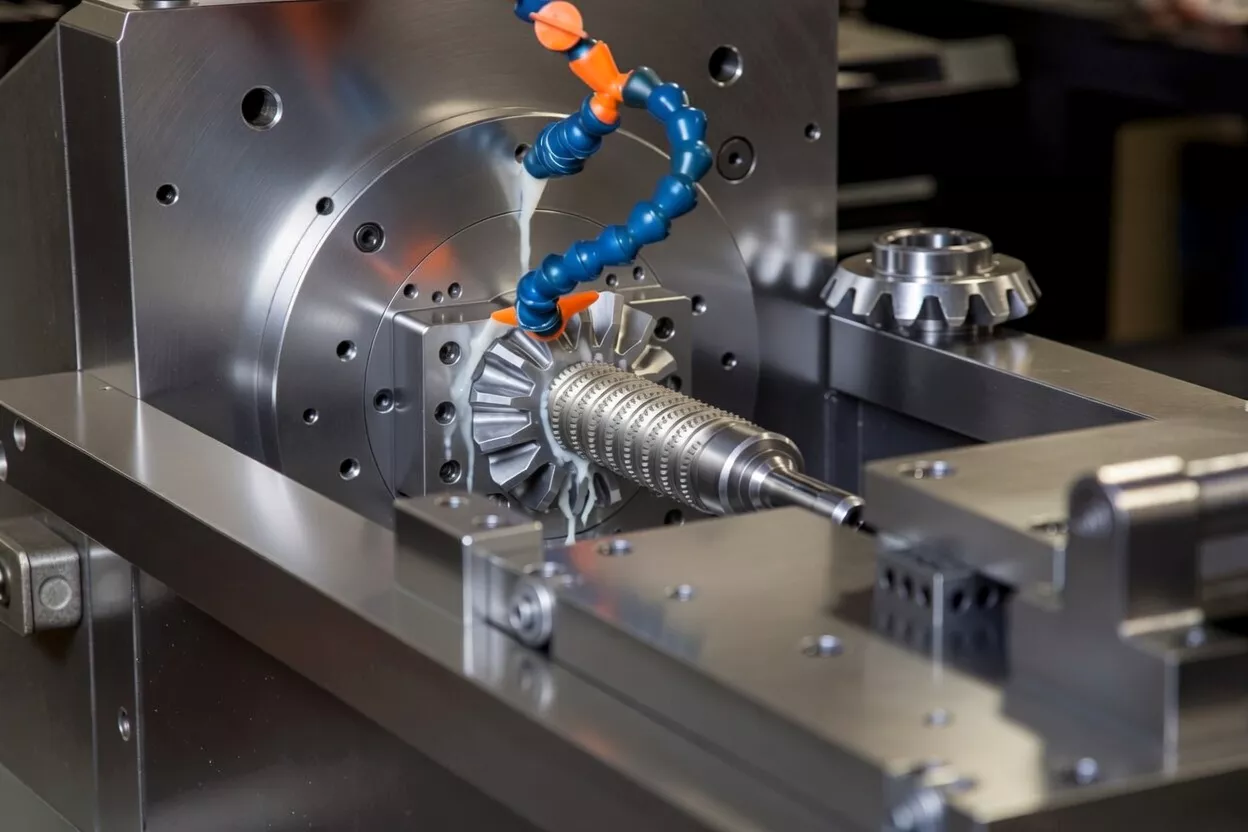
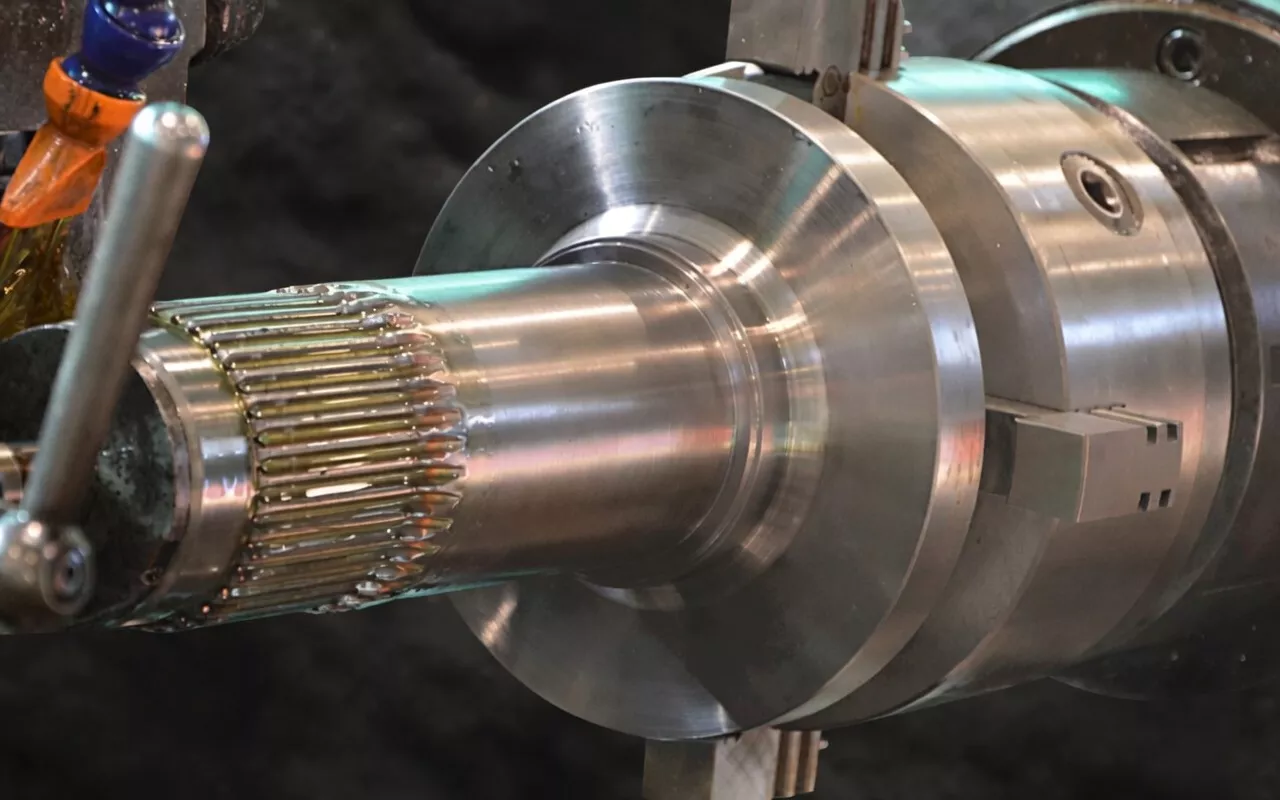
Gear & Spline Cutting
Hobbing, shaping, milling and rolling — chosen against profile, batch size and surface-finish requirement, not against shop-floor convenience.
Tratamento térmico
In-house carburising, induction hardening and nitriding to 58 to 62 HRC, with controlled cooling cycles to limit distortion on long shafts.
Grinding & Finishing
Cylindrical and profile grinding to Ra 0.4 micrometre or better, plus phosphate, black-oxide and zinc coating options where corrosion is a factor.
Metrology & Inspection
Zeiss CMM, Klingelnberg P40 gear analyser, surface roughness testers and Rockwell hardness traverse — calibrated and traceable to national standards.
Why We Inspect Like We Do
Quality control is not a department at Ever-power — it is a posture. We have seen too many drivetrains fail in the field because someone treated inspection as a tick-box exercise rather than the point at which the supply chain finally gets honest. Every shaft we ship has been measured, recorded and signed off by a person whose name appears on the inspection form.
The work happens at four checkpoints — incoming material, in-process, final and outgoing — and each step has a documented criteria sheet. If a shaft fails any one of them, it does not ship. We would rather absorb the cost of a remake than let an out-of-spec component reach an Australian assembly line.
- IQC on every billet: chemistry, ultrasonic flaw inspection, dimensional verification
- IPQC during machining: tooth profile, runout, concentricity, hardness traverse
- FQC on finished parts: full CMM dimensional, gear-analyser tooth profile, surface finish
- OQC before despatch: visual, packing integrity, documentation completeness
- Statistical process control records retained against each production batch
- Rejected parts tagged, segregated and analysed for root cause before scrap
The Journey That Shaped Our Engineering DNA
The headline numbers tell the scale of what we do. The story below tells how we built the discipline behind them.
Founded as a Transmission Workshop
We opened with a small team of mechanical engineers focused on machining replacement transmission shafts for European-spec gearboxes. The first customer was a single agricultural OEM.
First Hobbing Machines Installed
Investment in dedicated hobbing capacity moved us from generalist machining into specialist gear and spline production, opening the door to involute splined shaft work.
ISO 9001 Certification Achieved
Formalising a documented quality management system was the moment we stopped relying on "good people" alone and built a process that would scale beyond the founding team.
Heat Treatment Brought In-House
Our own carburising, induction and nitriding lines eliminated the longest variable in the supply chain and gave us full traceability from billet to packed shaft.
IATF 16949 Compliance for Automotive Supply
Becoming compliant with the global automotive standard pushed our process control discipline to a new level and made us viable as a Tier-1 supplier to vehicle and driveline OEMs.
Australian Market Focus Established
We formalised a dedicated Australian-facing engineering desk after several years of growth in mining, agricultural and marine orders from across the country.
Ever-power Australia Shafts Today
A 12,000 square metre facility, 38 CNC and gear-cutting units, dedicated metrology lab, and over 180 active OEM programs running across mining, automotive and agricultural markets.
An Engineering-First Organisation Chart
We deliberately weighted our team toward technical roles. Sales people coordinate logistics; engineers solve the hard problems.
Application Engineers
Mechanical · Gear TheoryReview every drawing, recommend materials and geometry, and act as the technical interface between buyers and our shop floor.
Quality Inspectors
CMM · Gear MetrologyRun our four-stage inspection routine and have full authority to reject any batch that does not meet documented criteria — no exceptions.
Metallurgists
Heat Treatment · MaterialsSpecify alloy grades, heat-treatment cycles and case-depth profiles for every order — and own the metallographic analysis for failure investigations.
Production Engineers
CNC · Gear CuttingConvert the engineering specification into machining strategies, tooling selection, fixture design and step-by-step routing for every batch.
Project Managers
OEM Programs · LogisticsCoordinate multi-batch OEM supply schedules, track milestones, and keep Australian buyers informed at every gate of the production process.
Logistics Coordinators
Export · DocumentationHandle export packing, VCI corrosion protection, container loading, customs documentation and the paperwork chain to Australian Border Force.
Customer Engineering
English Liaison · AustraliaNative and fluent English speakers who own the technical conversation with Australian engineers and procurement teams from first enquiry to final invoice.
Documentation Team
PPAP · FAI · CompliancePrepare the inspection reports, mill certificates, hardness traverses and PPAP submissions that Australian Tier-1 customers require for new-part approval.
Why Australian Buyers Choose Us
We have spent years understanding what makes Australian engineering procurement different from European or North American buying. The list below is what our customers tell us actually matters.
English-First Communication
Every quote, drawing review and inspection report is written in clear technical English. No translation lag, no ambiguous specifications, no missed engineering nuance.
Documentation Discipline
Mill certificates, CMM reports, hardness traverses and PPAP submissions all included as standard. Australian QA teams can trace every shaft back to its original heat number and inspection record.
Time-Zone Aware Service
Our Australian-facing engineers schedule responses to overlap with east-coast business hours, so urgent technical questions get same-day answers rather than waiting a full cycle.
Sensible MOQs
We build single-piece prototype runs and 10,000-piece production batches with the same engineering rigour. Maintenance buyers replacing one shaft are treated like any major OEM.
Reverse-Engineering Capability
Many Australian breakdown enquiries arrive without drawings. We scan worn samples on a gear analyser and reconstruct the geometry — a service that has become a real differentiator for legacy plant support.
DDP and Incoterm Flexibility
FOB, CIF, CIP, DDP — we quote on the terms that simplify your procurement workflow, not the ones that simplify ours. Quotes available in AUD, USD or EUR.
The Standards That Underpin Our Work
We do not hold certifications for the wall — we hold them because they enforce the discipline that good engineering requires. Each one is current, externally audited, and available for buyer review on request.
ISO 9001:2015
The foundation of our QMS — externally audited annually with documented procedures across every production stage.
IATF 16949
Compliance with the global automotive standard, enabling us to supply Tier-1 driveline and gearbox programs.
ISO 14001
Documented environmental management covering coolant, lubricant and metal-waste streams across the production floor.
EN 10204 3.1 Certs
Mill test certificates issued for every billet, with chemistry and mechanical properties tied to a specific heat number.
A Long-Term Partner, Not a Shipment Vendor
We did not enter the Australian market as an opportunistic export channel. We chose Australia because we share a working culture with Australian engineers — direct, technically honest, intolerant of empty marketing language, and quick to spot a supplier who is winging it. That cultural fit is the reason our customer retention in Australia is materially higher than in any other geography we serve.
Our commitment is straightforward: we will tell you the truth about what we can and cannot do, we will document what we ship, we will own our mistakes when we make them, and we will treat your engineers as colleagues working on the same problem rather than buyers we are trying to close. If that is the kind of supplier relationship you have been looking for, we would like to start a conversation.
Ready to Work with an Engineering-Led Supplier?
Whether you are scoping a new OEM program, replacing a worn shaft on legacy plant, or just exploring whether we are a fit for a future project, our Australian engineering desk is ready to talk.

























