エンジニアによって設計され、工学的な規律に基づいて稼働する
Ever-powerは、当初は欧州仕様のギアボックス用トランスミッションシャフトの加工を専門とする工房としてスタートしましたが、オーストラリア国内外の顧客は、価格だけでなく形状についても深く理解しているサプライヤーを必要としていると考え、スプラインシャフト専門メーカーへと成長しました。現在では、社内での歯車切削、熱処理、計測を中心とした12,000平方メートルの施設を運営し、40カ国以上の顧客に製品を供給しています。中でもオーストラリアは、当社にとって最も急速に成長している市場の一つです。
私たちを際立たせているのは、機械の種類ではありません。資金さえあれば誰でもCNC機器を購入できます。私たちの強みは、エンジニアリング文化にあります。すべての見積もりはアプリケーションエンジニアによって精査され、すべてのバッチは文書化された検査計画に基づいて寸法チェックが行われ、すべての図面には追跡可能な製造ファイルが添付されます。このファイルは、数年後に保守チームが同一の交換部品を必要とする際に参照できます。
技術的な深さを実際に見てみたい場合は、 ホームページ 製品概要 当社が加工するシャフトの全プロファイルの概要を示します。 お問い合わせページ これは、当社のエンジニアと会話を始めるための具体的な方法を示しています。

ミッション、ビジョン、そして私たちが採用する価値観
これらの声明はウェブサイトのために書いているのではなく、採用決定、設備投資、そして現場での厳しい判断を下すために用いているものです。火曜日の朝の厳しい状況にも耐えうるだけの正直さが求められます。
私たちの使命
私たちは、エンジニア、OEM設計者、保守チームに対し、あらゆる注文、あらゆる改訂、あらゆる場面において、正確性、トレーサビリティ、明確な技術コミュニケーションを信頼できるスプラインシャフトサプライヤーとして提供するために存在します。
私たちのビジョン
私たちは、オーストラリアの産業界にとって、最も選ばれる海外製スプラインシャフトのパートナーとなることを目指しています。入札で最も安い単価を提示したからではなく、私たちのエンジニアリングの厳密さと文書の質の高さによって選ばれるパートナーとなることを目指しています。
私たちの価値観
営業トークよりも技術的な誠実さを重視する。口頭での保証よりも文書化された決定を重視する。単発の取引よりも長期的なパートナーシップを重視する。そして、たとえ出荷予定日であっても、何か問題があれば生産を停止する規律を持つ。
私たちが実際に行っていること(エンドツーエンド)
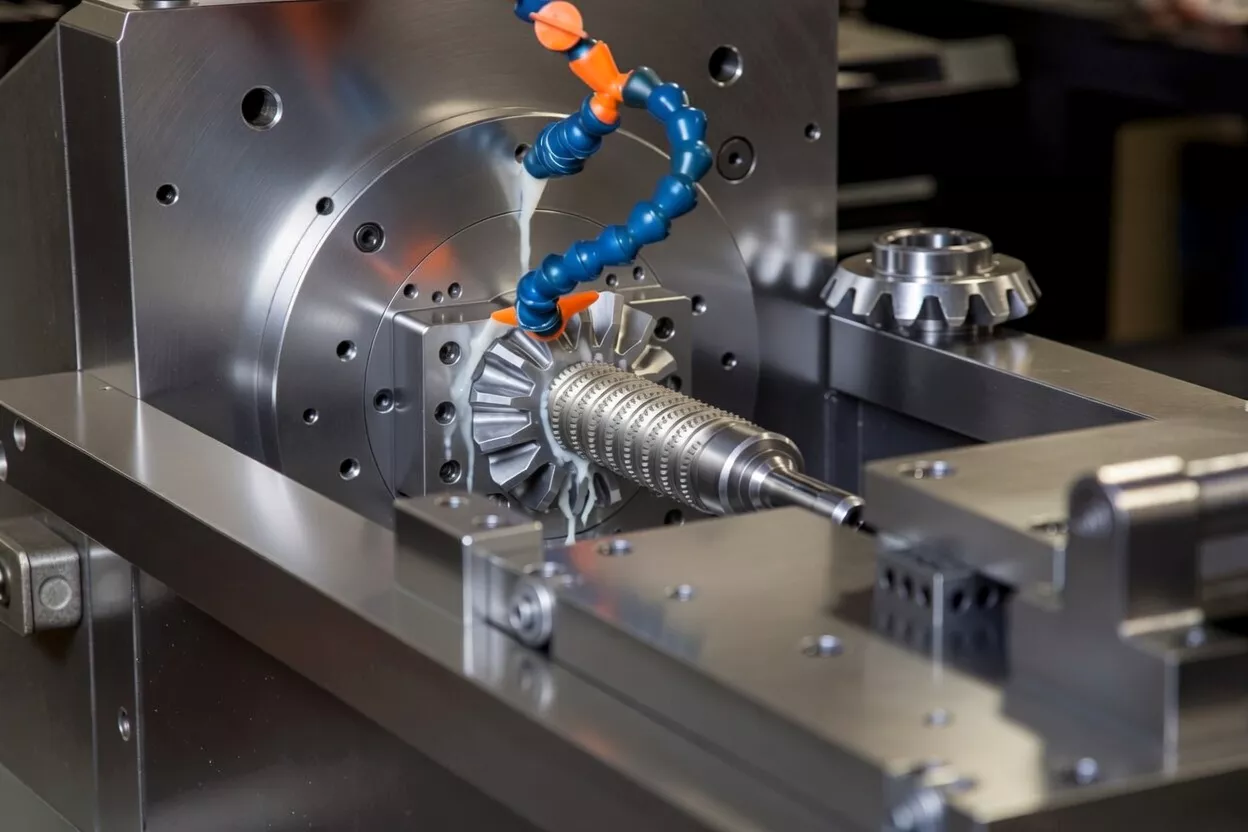
原材料のビレットから梱包された木箱に至るまで、すべての工程は自社工場内で行われます。歯車の切削加工は外部委託せず、熱処理も近隣の業者から購入することはありません。生産工程が短ければ短いほど、品質が損なわれる箇所が少なくなります。
鍛造および材料準備
承認済みのティア1ミルビレットから密閉型金型で鍛造し、機械加工開始前に各ロット番号ごとに超音波欠陥検査を実施します。
CNC旋削加工およびフライス加工
直径8mmから320mm、長さ最大4,500mmまでの加工に対応し、サブミリメートル単位の寸法精度を実現するCNC加工センターが38台。
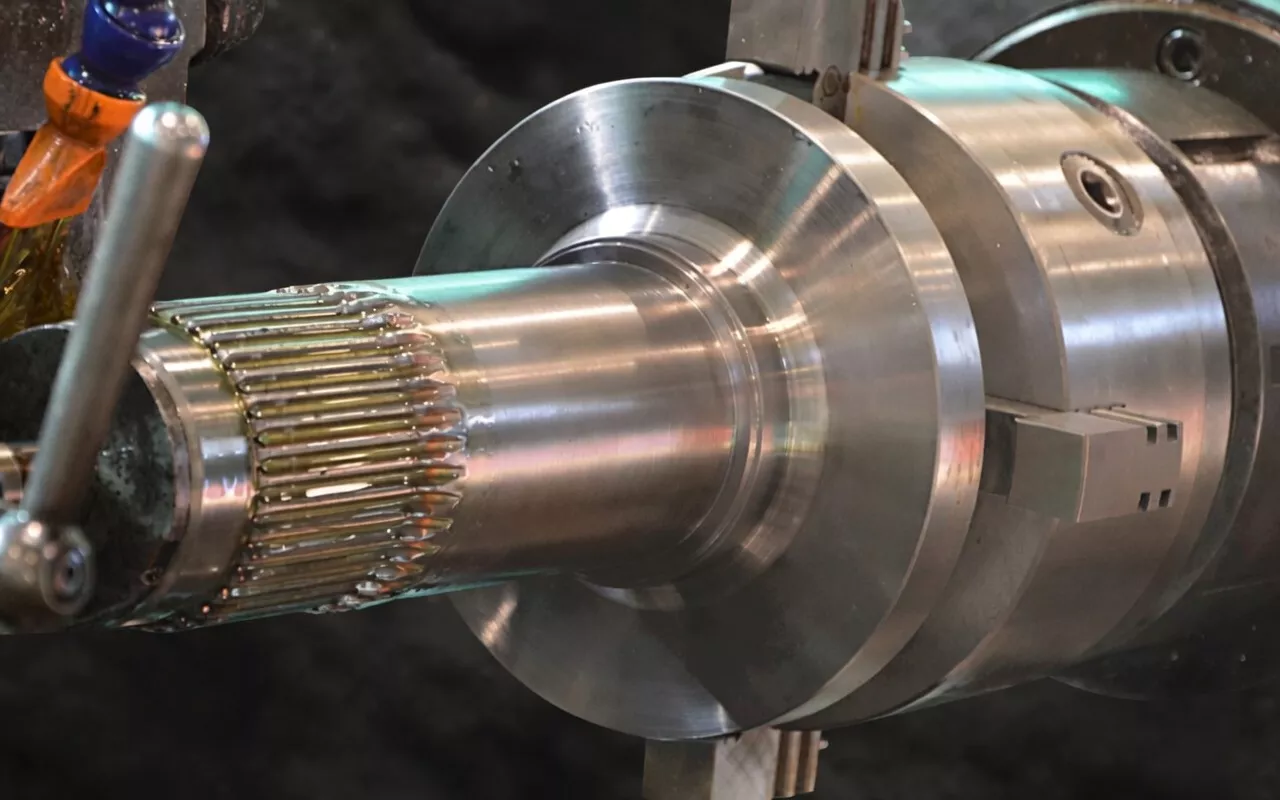
歯車とスプラインの切削
ホブ盤加工、シェービング加工、フライス加工、圧延加工は、作業現場の利便性ではなく、形状、バッチサイズ、表面仕上げの要件に基づいて選択される。
熱処理
社内での浸炭、高周波焼入れ、窒化処理により硬度を58~62HRCまで高め、冷却サイクルを制御することで長尺シャフトの歪みを最小限に抑えています。
研削・仕上げ加工
円筒研削およびプロファイル研削により、Ra 0.4マイクロメートル以下の表面粗さを実現します。また、腐食が問題となる場合には、リン酸塩処理、黒色酸化処理、亜鉛めっきなどのコーティングオプションもご用意しています。
計測および検査
ツァイス社製CMM、クリンゲルンベルク社製P40歯車分析装置、表面粗さ計、ロックウェル硬度計はすべて、国家規格に準拠した校正およびトレーサブルな測定が行われている。
私たちがこのような検査を行う理由
エバーパワーでは、品質管理は単なる部署ではなく、企業文化そのものです。サプライチェーンがようやく誠実さを発揮する場であるはずの検査を、単なる形式的な作業と捉えたために、現場で多くの駆動系が故障する事例を目の当たりにしてきました。当社が出荷するすべてのシャフトは、検査用紙に名前が記載されている担当者によって測定、記録、承認されています。
作業は、原材料受入、工程内、最終検査、出荷の4つのチェックポイントで行われ、各ステップには文書化された基準シートがあります。シャフトがこれらの基準のいずれかに違反した場合、出荷されません。規格外の部品がオーストラリアの組立ラインに届くよりは、作り直しの費用を負担する方がましです。
- すべてのビレットに対するIQC:化学分析、超音波探傷検査、寸法検証
- 加工中のIPQC:歯形、振れ、同心度、硬度トラバース
- 完成部品の最終品質検査:全寸法測定(CMM)、歯形解析装置による歯形測定、表面仕上げ
- 出荷前OQC:目視検査、梱包状態、書類の完全性
- 各製造バッチごとに保持される統計的プロセス管理記録
- 不良部品は、廃棄前にタグ付け、分別、根本原因分析が行われる。
私たちのエンジニアリングDNAを形作った旅
見出しの数字は、私たちの事業規模を表しています。そして、以下のストーリーは、その規模を支える規律をどのように構築してきたかを示しています。
トランスミッション修理工場として設立
当社は、欧州仕様のギアボックス用交換トランスミッションシャフトの機械加工に特化した、少数の機械エンジニアチームで事業を開始しました。最初の顧客は、農業機械メーカー1社でした。
最初のホブ盤が設置されました
専用のホブ盤設備への投資により、当社は汎用的な機械加工から専門的な歯車およびスプライン製造へと移行し、インボリュートスプラインシャフト加工への道が開かれました。
ISO 9001認証を取得しました
文書化された品質管理システムを正式に導入したことで、私たちは「優秀な人材」だけに頼ることをやめ、創業チームの枠を超えて拡張可能なプロセスを構築したのです。
熱処理を社内で行う
当社独自の浸炭、誘導加熱、窒化処理ラインにより、サプライチェーンにおける最も長い変動要因が排除され、ビレットから梱包済みシャフトまでの完全なトレーサビリティが実現しました。
自動車部品供給におけるIATF 16949準拠
グローバルな自動車規格への準拠は、当社のプロセス管理能力を新たなレベルに引き上げ、車両および駆動系OEMに対するティア1サプライヤーとしての地位を確立する上で重要な役割を果たしました。
オーストラリア市場への注力体制を確立
オーストラリア全土からの鉱業、農業、海洋分野における受注が数年にわたり増加したことを受け、当社はオーストラリア市場に特化したエンジニアリング部門を正式に設置しました。
エバーパワー・オーストラリア・シャフト・トゥデイ
12,000平方メートルの施設、38台のCNC加工機と歯車切削機、専用の計測ラボ、そして鉱業、自動車、農業市場にわたる180以上のOEMプログラムが稼働している。
エンジニアリングを最優先とした組織図
私たちは意図的に、技術系の役割を担う人材をチームに多く配置しました。営業担当者は物流を調整し、エンジニアは難題を解決します。
アプリケーションエンジニア
機械・歯車理論すべての図面を確認し、材料と形状を提案し、購入者と製造現場との間の技術的な窓口としての役割を果たす。
品質検査員
CMM・ギア計測弊社の4段階検査手順を実行し、文書化された基準を満たさないバッチはすべて例外なく拒否する権限を有します。
冶金学者
熱処理・材料注文ごとに合金グレード、熱処理サイクル、浸炭深さプロファイルを指定し、故障調査のための金属組織分析も自社で行います。
生産技術者
CNC・歯車切削エンジニアリング仕様を、各バッチごとの加工戦略、工具選定、治具設計、および段階的な工程計画に変換する。
プロジェクトマネージャー
OEMプログラム・物流複数バッチのOEM供給スケジュールを調整し、マイルストーンを追跡し、生産プロセスの各段階でオーストラリアのバイヤーに情報を提供します。
物流コーディネーター
エクスポート・ドキュメント輸出梱包、VCI防錆処理、コンテナ積載、通関書類作成、およびオーストラリア国境警備隊への書類手続き全般を取り扱います。
カスタマーエンジニアリング
英語連絡担当・オーストラリアオーストラリアのエンジニアや調達チームとの技術的なやり取りを、最初の問い合わせから最終請求書の発行まで、ネイティブレベルの流暢な英語話者が担当します。
ドキュメンテーションチーム
PPAP・FAI・コンプライアンスオーストラリアのティア1顧客が新規部品の承認を得るために必要とする検査報告書、ミル証明書、硬度測定結果、およびPPAP提出書類を作成する。
オーストラリアのバイヤーが当社を選ぶ理由
私たちは長年にわたり、オーストラリアのエンジニアリング調達がヨーロッパや北米の調達とどのように異なるのかを理解しようと努めてきました。以下は、お客様から実際に重要だとお聞きした点です。
英語を第一言語とするコミュニケーション
見積書、図面レビュー、検査報告書はすべて、明瞭な技術英語で作成されています。翻訳の遅延、曖昧な仕様、技術的なニュアンスの漏れは一切ありません。
文書作成規律
ミル証明書、CMMレポート、硬度測定結果、PPAP提出書類はすべて標準で含まれています。オーストラリアの品質保証チームは、すべてのシャフトを元のヒート番号と検査記録まで遡って追跡できます。
タイムゾーン対応サービス
オーストラリアを担当する当社のエンジニアは、東海岸の営業時間に合わせて対応スケジュールを調整しているため、緊急の技術的な質問には、丸一日待つことなく当日中に回答が得られます。
妥当な最小注文数量
当社では、単体試作品から1万個規模の量産品まで、同じ厳格な技術基準で製造しています。シャフト1本を交換するだけのメンテナンス顧客も、大手OEM顧客と同様に扱われます。
リバースエンジニアリング機能
オーストラリアでは、故障に関する問い合わせの多くが図面なしで届きます。当社では、摩耗したサンプルをギアアナライザーでスキャンし、形状を再構築します。このサービスは、旧式設備のサポートにおいて、他社との差別化を図る上で大きな強みとなっています。
DDPとインコタームズの柔軟性
FOB、CIF、CIP、DDP ― 当社は、お客様の調達プロセスを簡素化する条件で見積もりを提示いたします。当社のプロセスを簡素化する条件ではありません。見積もりは、オーストラリアドル、米ドル、ユーロでご提供可能です。
私たちの活動を支える基準
当社は壁材自体の認証は取得していません。認証を取得しているのは、優れたエンジニアリングに必要な規律を徹底するためです。すべての認証は最新のものであり、外部監査を受けており、ご要望に応じて購入者にご確認いただけます。
ISO 9001:2015
当社の品質マネジメントシステムの基盤は、すべての生産段階にわたる文書化された手順に基づき、毎年外部監査を受けていることです。
IATF 16949
世界的な自動車規格に準拠することで、ティア1のドライブトレインおよびギアボックスプログラムを提供することが可能になります。
ISO 14001
製造現場全体における冷却剤、潤滑剤、金属廃棄物の流れを網羅した、文書化された環境管理。
EN 10204 3.1 認証
製鉄所では、すべてのビレットに対して製鉄所試験証明書を発行し、その証明書には化学組成と機械的特性が特定の発熱量番号に関連付けられている。
長期的なパートナーであり、単なる配送業者ではありません。
私たちは、単なる輸出チャネルとしてオーストラリア市場に参入したわけではありません。オーストラリアを選んだのは、オーストラリアのエンジニアと共通の企業文化を持っているからです。彼らは率直で、技術的に誠実であり、空虚なマーケティング用語を嫌い、いい加減なサプライヤーをすぐに見抜くことができます。こうした文化的な適合性こそが、オーストラリアにおける顧客維持率が、当社が事業を展開する他のどの地域よりも著しく高い理由です。
私たちの約束は明確です。私たちは、できることとできないことを正直にお伝えし、出荷する製品やサービスについて文書化し、過ちを犯した際にはそれを認め、貴社のエンジニアの方々を、成約を目指す顧客としてではなく、同じ課題に取り組む同僚として尊重します。もし貴社がこのようなサプライヤー関係を求めているのであれば、ぜひ一度お話をお聞かせください。
エンジニアリング主導のサプライヤーと協業する準備はできていますか?
新規OEMプログラムの検討、既存設備の摩耗したシャフトの交換、あるいは将来のプロジェクトに当社が適しているかどうかの検討など、どのような場合でも、当社のオーストラリアのエンジニアリング部門がご相談に応じます。

























