Опис
Кулькові шлицеві вали
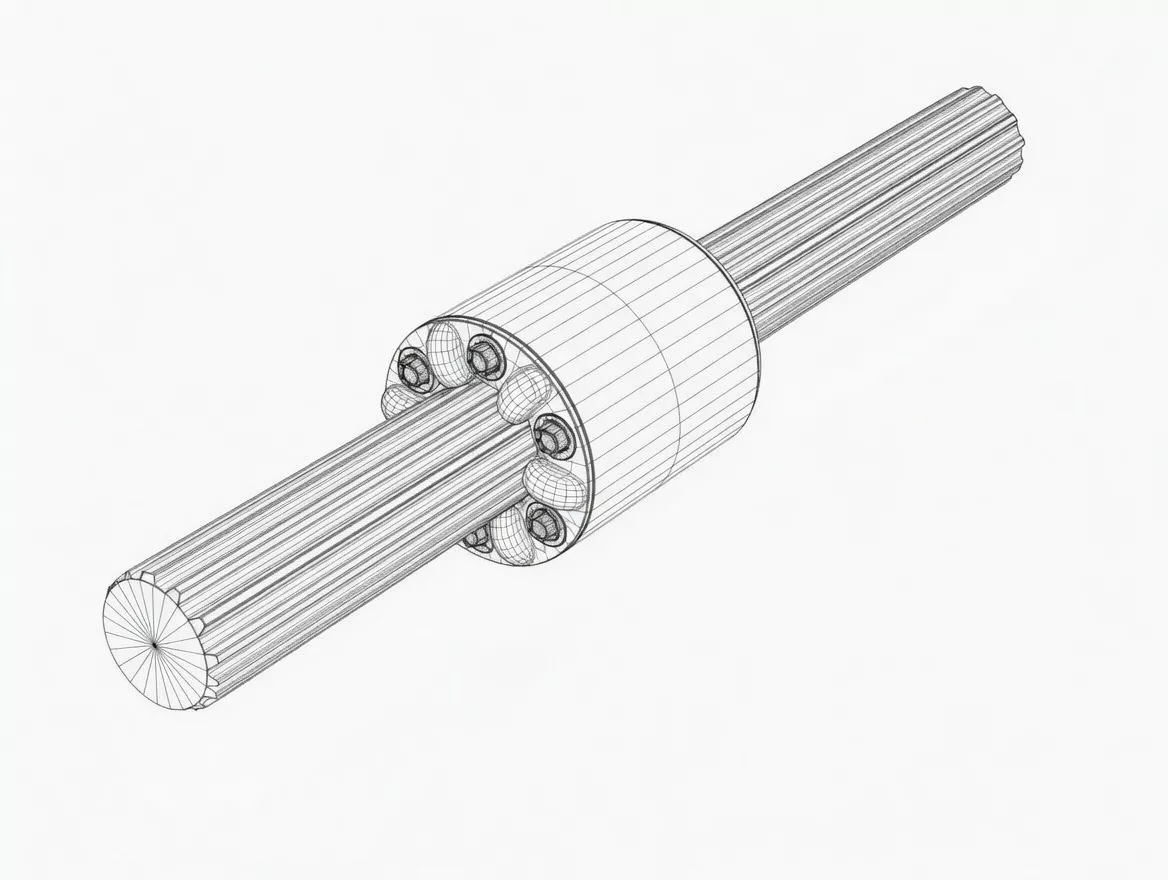
Лінійний підшипник з рециркуляційними кульками та шліцом, що передає крутний момент, розроблений для робототехніки, обробки напівпровідників та шпинделів високоточних верстатів.
Звичайний шліцьовий підшипник передає крутний момент, а лінійний підшипник забезпечує осьовий рух, але поєднання цих двох елементів в одному компактному вузлі є унікальною перевагою шліцьового вала з кульками. Загартовані кульки рециркулюють всередині канавок, виточених вздовж вала, одночасно блокуючи обертання та кочення вздовж осі з коефіцієнтами тертя нижче 0,005.
Ever-power постачає кулькові шлицеві вали, розмірно та за продуктивністю еквівалентні каталогьним деталям THK, NSK та Hiwin, а також повністю індивідуальні конструкції для австралійських інтеграторів робототехніки, виробників комплектного обладнання для складання електроніки та виробників верстатів з ЧПК, які потребують лінійно-обертового руху без люфту.
 |
 |
Чим кульовий шліц відрізняється від звичайного шліца
Три структурні відмінності створюють один операційний результат — пов'язаний крутний момент та лінійний рух із тертям кочення.
|
01 / ГЕОМЕТРІЯ
Готично-арочні гоночні доріжкиКожна канавка вала являє собою готичну арку з чотирма точками контакту, відшліфовану з точністю до 2 мкм, що забезпечує диференціальний контакт кульок під навантаженням та регулювання попереднього навантаження з нульовим зазором. |
02 / КІНЕМАТИКА
Рециркуляційний кульовий шляхУсередині шліцьової гайки загартовані сталеві кульки рухаються вниз по зоні навантаження, повертаються через внутрішні рециркуляційні трубки та знову потрапляють у зону навантаження, підтримуючи нескінченну довжину ходу при низькому терті кочення. |
03 / РЕЗУЛЬТАТ
Комбінований рух глибини різкостіОдин вал передає крутний момент на гайку, водночас забезпечуючи осьове ковзання як вала, так і гайки, що усуває витрати та необхідність упакування окремих стеків шліців та лінійних напрямних. |
Технічні характеристики та стандартний асортимент
| Параметр | Діапазон | Нотатки |
|---|---|---|
| Зовнішній діаметр вала | Ø6 мм – Ø100 мм | Стандартні розміри 6, 8, 10, 13, 16, 20, 25, 30, 40, 50, 60, 80 |
| Довжина вала | 100 мм – 3000 мм | Цілісна заготовка до 2000 мм; послуга різання за довжиною |
| Кількість канавок | 3, 4 або 6 доріжок кочення | 6-канавковий для найвищого крутного моменту на діаметр |
| Матеріал | Підшипникова сталь SUJ2 / GCr15 | Нержавіюча сталь SUS440C (опціонально для чистих приміщень / використання в умовах корозії) |
| Твердість доріжки кочення | 58 – 62 HRC | Загартований, стабілізований за температури нижче нуля проти залишкового аустеніту |
| Обертальний люфт | 0 – 10 мкм (попередньо завантажено) | Доступні класи попереднього натягу P0, P1, P2 |
| Оздоблення поверхні (доріжка кочення) | Ra ≤ 0,2 мкм | CBN-шліфування з притирною обробкою |
| Швидкість руху (макс.) | До 3 м/с | Значення DN розраховане на діаметр окружності кулі |
| Сумісний з | THK LBS / LBF, NSK NS, серія Hiwin SO | Еквіваленти розмірів, що вставляються, надаються на запит |
Виробничий процес та контроль точності
|
1
Вибір пруткового матеріалуПідшипникова сталь SUJ2 холоднотягнута з допуском ±0,05 мм, ультразвуковий контроль на наявність включень перед початком механічної обробки. |
2
М'яке точення та попереднє канавочне обробкиТокарний верстат з ЧПК, чорнове точіння, фрезерування заготовки доріжки кочення з припуском ±0,02 мм для чистового шліфування. |
3
Через загартуванняАустенізація у вакуумі при 845 °C, гартування в олії, обробка при температурі –75 °C, подвійний відпуск для стабільності розмірів. |
4
Шліфування доріжок CBNШліфувальні круги з CBN для фігурної шліфування обробляють усі доріжки кочення одночасно, зберігаючи готичний арочний профіль з точністю ±2 мкм. |
|
5
Циліндричне зовнішнє шліфуванняБезцентрове та міжцентрове шліфування з допуском зовнішнього діаметра h6 / h5, прямолінійність ≤ 0,01 мм на метр. |
6
Притирка доріжокФінішне шліфування зменшує шорсткість поверхні до Ra ≤ 0,2 мкм, усуваючи мікронерівності для роботи з низьким рівнем шуму. |
7
Фінальний контроль якості та паруванняУльтразвукове очищення, розмагнічування для < 2 Гауса, перевірка розмірів за допомогою КВМ, парні кулькові гайки та випробування на попереднє навантаження перед пакуванням VCI. |
|
 |
 |
Домени застосунків
Промислова робототехнікаSCARA Z-вісь, шестиосьовий робот-зап'ястний механізм, палетувальні кінцеві механізми — комбінований крутний момент та вертикальний підйом в одному тонкому вузлі. |
Напівпровідникове обладнанняМаніпулятори для перенесення пластин, машини для кріплення штампів, платформи для фотолітографії — субмікронна повторюваність у варіантах з нержавіючої сталі, сумісних з чистими приміщеннями. |
⚙️
Верстати з ЧПКПриводи пінолі шпинделя, інструментальні магазини ATC, багатоосьові індексні головки — довгий хід з передачею крутного моменту без люфту. |
Упаковка та комплектаціяВисокоциклові пакувальні лінії для товарів широкого вжитку, обробка фармацевтичних блістерів, розміщення електронних компонентів — мільйони циклів без обслуговування. |
Виробництво медичних виробівІндексування КТ-порталів, хірургічні роботизовані пристрої для зміни інструментів, лабораторні автоматизовані маніпулятори для рідин — безшумні, перевірені, з можливістю відстеження до партії. |
Логістичні та AGV-системиАвтоматизоване зберігання та вилучення, підйомні колони AGV, конвеєрні перемикачі — перевірено в робочих циклах розподільчих центрів 24/7. |
Чому варто обрати Ever-power для кульових шліцьових валів
|
✓
Еквівалентність вставкиЕквівалентні за розмірами та продуктивністю заміни каталожних деталей THK LBS/LBF, NSK NS та Hiwin SO, зазвичай за ціною 35–50% нижчою вартістю доставки в австралійські порти. |
✓
Три класи попереднього навантаженняВибір попереднього натягу P0 (легкий), P1 (середній) та P2 (важкий), що дозволяє інженерам оптимізувати жорсткість у порівнянні з робочим моментом для фактичного робочого циклу застосування. |
|
✓
22 роки спеціалізації на сплайнахПонад 1,6 мільйона шліцьових вузлів було відвантажено до 38 країн з 2003 року — це вимірна історія обслуговування інтеграторів робототехніки, виробників верстатів та виробників напівпровідникового обладнання. |
✓
Коефіцієнт дефектів менше 250 ppmСистема якості IATF 16949, сертифікат випробування стану EN 10204 3.1, звіт про розміри КВМ та таблиця крутного моменту попереднього натягу постачаються з кожною партією — повна відстежуваність до номера плавки та оператора. |
|
✓
Термічна обробка на місціВакуумне гартування, обробка за температури нижче нуля та подвійний відпуск – все це виконується на місці, що усуває ризик, пов’язаний із субпостачальниками, та скорочує термін виконання на 8–12 днів порівняно з конкурентами, які передають послуги на аутсорсинг. |
✓
DDP Австралія ЛогістикаМорські перевезення до Сіднея, Мельбурна, Брісбена та Фрімантла з повною формою ChAFTA для звільнення від сплати мита, а також опція DDP для команд-отримувачів, які віддають перевагу ціноутворенню з одностороннім перевезенням. |
 |
Тематичні дослідження австралійських проектів
|
Випадок 01 / Сідней
Робот SCARA Z-вісь для складання електронікиСіднейський інтегратор робототехніки, який створював комірки для складання друкованих плат для австралійських виробників медичного обладнання, потребував кульових шлицевих валів діаметром 13 мм з ходом 320 мм та нульовим обертальним люфтом. Їхній попередній японський постачальник вказав термін виконання робіт у 14 тижнів. Компанія Ever-power поставила 80 парних вузлів вала та гайки за 6 тижнів, клас попереднього натягу P1, парних та з серійним маркуванням. Після 18 місяців безперервної тризмінної роботи всі 80 комірок не повідомили про нульовий час простою, пов'язаний зі шліцуванням. Результат: скорочення терміну виконання замовлення на 8 тижнів, економія коштів 41% порівняно з оригінальним постачальником.
|
Кейс 02 / Мельбурн
Привід шпинделя змінника інструментів з ЧПКМельбурнський виробник верстатів, який модернізував свої п'ятиосьові вертикальні обробні центри, вказав використання 6-канавкових кулькових шліців Ø25 мм для пінолі з автоматичною зміною інструменту, що вимагало передачі крутного моменту 40 Нм під час ковзання на 180 мм зі швидкістю 2,5 м/с. Вал, виготовлений на замовлення Everpower, довжиною 750 мм з інтегрованою шпонковою канавкою на приводному кінці, загартований до 60 HRC, відшліфований до точності JIS C5. Приймальні випробування показали обертовий люфт 0,6 мкм — що повністю в межах специфікації 5 мкм. Результат: Перевищення специфікації, повторне замовлення на 240 одиниць протягом 2025–2026 років.
|
Часті запитання
Чи можуть ваші кулькові шліци безпосередньо замінити серію THK LBS?Так. Розміри наших валів і гайок, схема монтажних отворів, динамічні та статичні навантаження відповідають значенням каталогу THK LBS у межах ±5%. Надайте номер деталі THK, і ми надішлемо вам цінову пропозицію на еквівалентну модель Ever-power. |
Який крутний момент може передавати кульовий шліцьовий різьб ...Для конфігурації з 6 пазами Ø20 мм динамічний номінальний крутний момент становить приблизно 95 Н·м, а статичний — 220 Н·м. Завжди зменшуйте номінальний крутний момент на 0,6–0,8 для ударних та реверсивних навантажень і перевіряйте це за допомогою розрахунку коефіцієнта експлуатації. |
Чи постачаєте ви кулькові шліци з нержавіючої сталі для використання в чистих приміщеннях?Так. Доріжки кочення з мартенситної нержавіючої сталі SUS440C та кульки з AISI 440C доступні для використання в чистих приміщеннях ISO класу 5 та класу 7, для літографії напівпровідників та ліній розливу фармацевтичної продукції. Термін виконання приблизно на 2 тижні довший, ніж для варіантів з вуглецевої сталі. |
Яка мінімальна кількість замовлення?Стандартні розміри за каталогом постачаються від 10 комплектів на мінімальне замовлення. Повністю нестандартні вали (нестандартна довжина, спеціальна форма торця, нестандартна кількість канавок) зазвичай починаються від 50 комплектів, хоча ми випускаємо прототипи у кількості 5–10 для розробницьких проектів. |
Як вимірюється та сертифікується обертальний люфт?Кожен попередньо натягнутий вузол закріплюється на калібрувальному стенді, гайка обертається під дією реверсивного крутного моменту 0,1 Н·м, а кутове зміщення вимірюється за допомогою енкодера з точністю 0,1 мкрад. У сертифікаті відповідності зафіксовано фактичне значення для кожного серійного номера вузла. |
Яке мастило рекомендується?Для більшості застосувань підходить літієво-мильне мастило NLGI класу 2 (еквівалент Shell Alvania або Mobil Mobilux EP-2). Варіанти для чистих приміщень постачаються попередньо змащеними мастилом PFPE, призначеним для використання у вакуумі. Інтервал повторного змащування зазвичай становить 100 км пробігу або 5 мільйонів обертів. |




























